The Advanced Manufacturing Research Centre (AMRC) in Rotherham is enhancing its machining capabilities with the installation of a Heller F6000 five-axis horizontal machining centre. Located at the AMRC’s Advanced Manufacturing Park, the machine supports subtractive machining activities.
As an industrial research organisation, the AMRC benchmarks the machine tool market on behalf of its membership to identify the most effective production equipment and techniques. Across its sites, the AMRC operates more than 60 CNC machine tools, including several horizontal-spindle platforms.
Installing the Heller machine strengthens the AMRC’s efforts to secure high-value manufacturing jobs in the UK, many in the aerospace sector. A key aim is to transfer Heller’s reputation for high reliability and uptime – proven in automotive production – into aerospace applications.
The mill-turn F6000 will also play an integral role in the AMRC’s new autonomous toolroom demonstrator, part of its Factory of the Future. More broadly, it will contribute to projects tackling supply chain resilience, skills gaps, the integration of digital technologies, production automation, real-time process analysis and ecological sustainability.
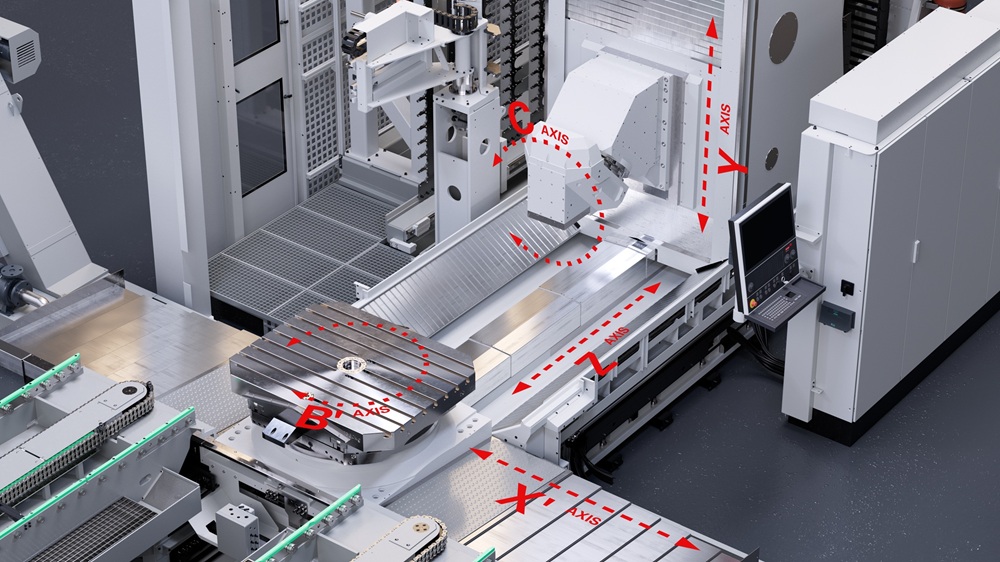
Tom McCready, engineering and operations manager of the AMRC Machining Group, says: “The exceptional capabilities of Heller horizontal machining centres make them ideal for processing hard metals like titanium, which is required for structural aircraft parts and aero engine components. The F6000 will be the first machine in our Factory of the Future to use the Siemens Sinumerik One control system. Combined with Heller software, the control will be a valuable platform for research into connectivity and manufacturing traceability.”
He adds: “Beyond its high chip removal capacity, the twin-pallet machine is automation-ready, allowing the retrofit of various pallet storage systems and paving the way for potential autonomous production cells.”
More information www.heller.biz