Smooth, precise and with perfect timing: modern landing gear works just like an eagle about to land. For the first time, Starrag presented a fully assembled nose landing gear of the Airbus A350 at last month’s EMO 2025 exhibition in Hanover, Germany, representing a symbol of a close partnership with Liebherr-Aerospace that has lasted over 20 years.
It all began in 2004 in Lindenberg, Bavaria, with a single Droop+Rein FOGS machine. Today, the partnership has developed into one of the most productive in the field of landing gear production. To celebrate, Starrag exhibited a fully assembled nose landing gear for the Airbus A350 – manufactured by Liebherr-Aerospace Lindenberg and machined on a Droop+Rein machining centre.
The partnership represents the shared journey of two global specialists – one at the system level, the other in mechanical engineering. It is a collaboration of equals based on technical understanding, long-term thinking and a global perspective.
“The trust that Liebherr-Aerospace has placed in us for two decades is both an obligation and an incentive for us,” emphasises Heiko Quack, director of sales for large projects. “Together, we’ve developed processes that are considered a global benchmark – especially when it comes to safety-critical components.”
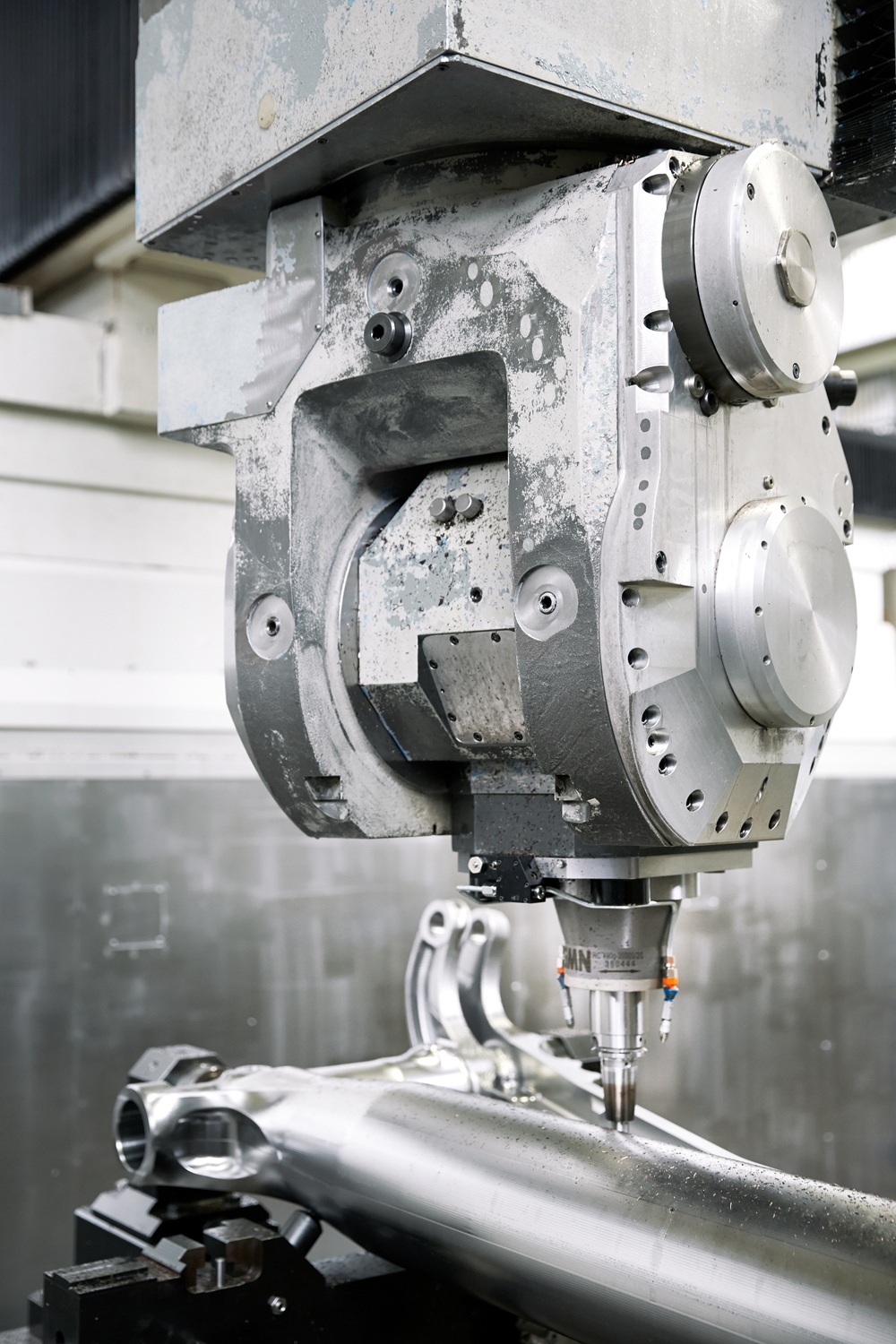
For over 20 years, the two companies have been working closely together to produce one of the most demanding components in the aviation industry efficiently, reliably and with maximum vertical integration – landing gear. Starrag supplies the machining technology; Liebherr the system solution.
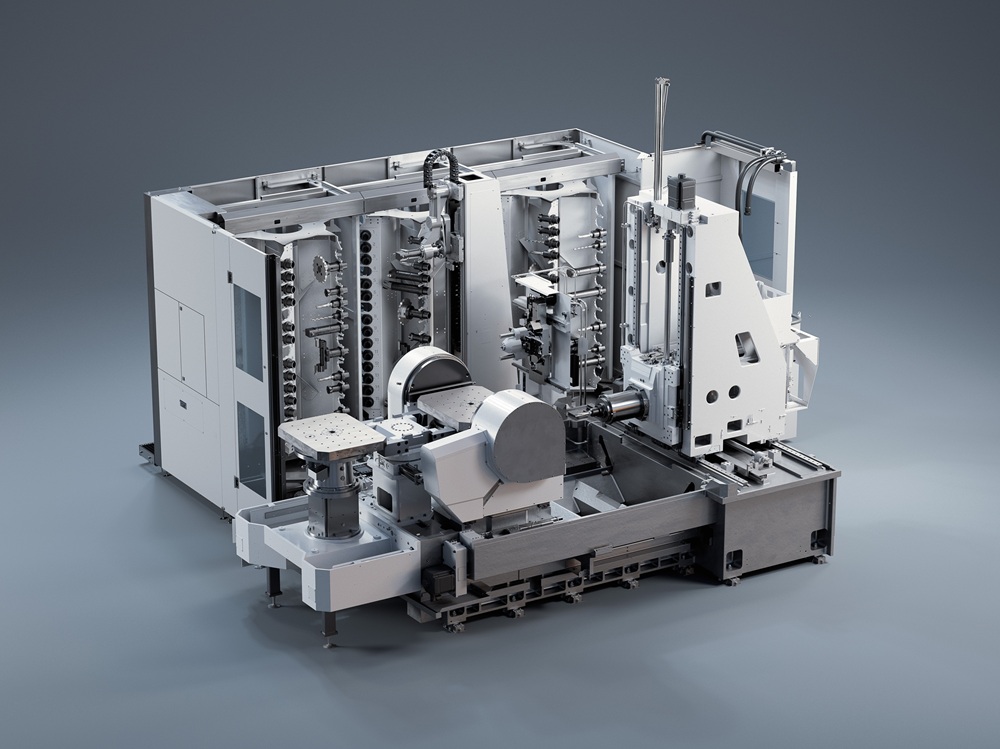
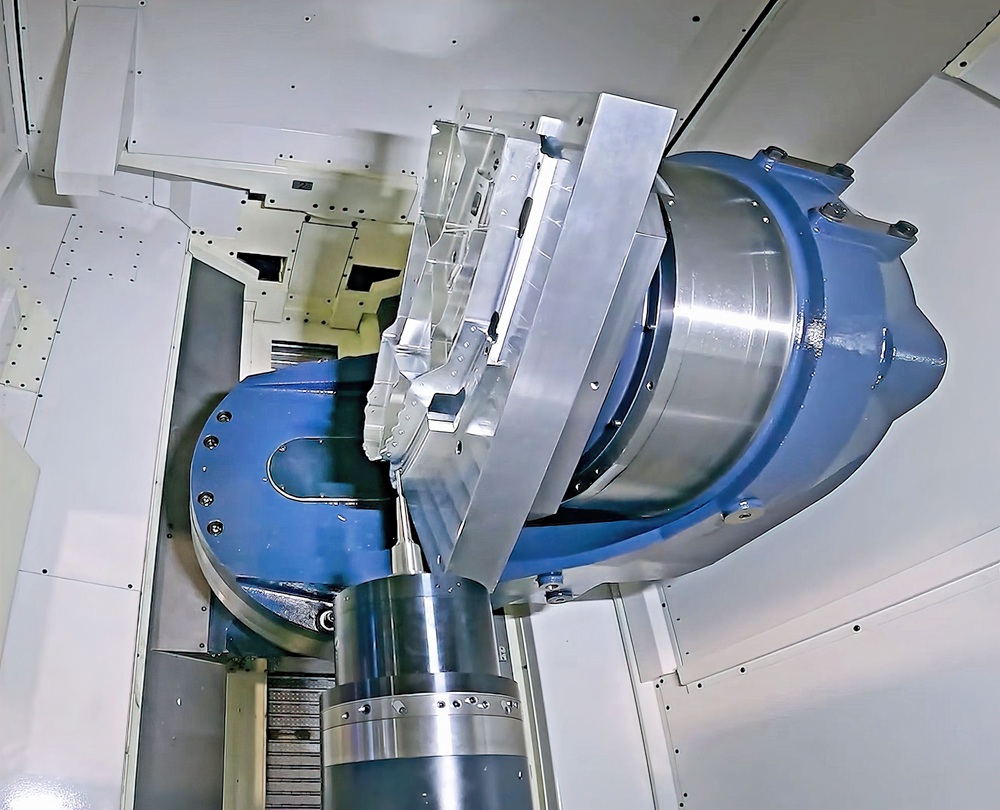
Liebherr-Aerospace operates one of the most modern landing gear production sites in Europe at its Lindenberg site, where four Droop+Rein FOGS machining centres work in combination. This capability is supplemented by robot-supported tool systems, laser measurement and integrated automation.
More information www.starrag.com