Dawson Precision Components (DPC) is supplying world-class British-engineered parts for thousands of 3D revolving Revomaze metal puzzles. The Greater Manchester engineering firm manufactures components for Revomaze developer Ashton Pitt Ltd, based in Cumbria, which sells the cylindrical mazes globally.

Players need dexterity, memory, endurance and self-control to unlock the metal puzzles. They have to avoid traps and stick closely to tiny walls and bridges to find their way out.
Oldham-based DPC has so far supplied 5000 mazes plus other precision-engineered parts, including aluminium sleeves and stainless-steel drawbars and pins.
The first Revomaze puzzles went on sale in 2009. Since then, the range has expanded to 18 designs, each offering increasingly complicated challenges.
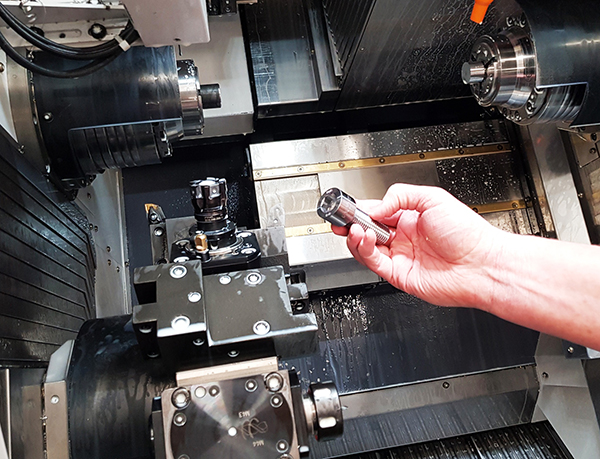
Simon Dawson, managing director of DPC, says: “The Revomaze concept is a top-of-the-range maze or executive toy comprising brass nickel-plated bodies, stainless steel pins and draw bars, and aluminium outer sleeves. Our client, Ashton Pitt, wanted a highly-reliable precision engineering company to manufacture the parts, while they focus on promotional work and designing new puzzles.
“DPC first made parts for the beginner level blue-coloured maze,” he adds. “There are currently eight different versions in production with more planned.”
The mazes have very complex designs, with square and circular moves, different paths and depths. For example, the indigo-coloured game has seven depths. Precision-engineered parts include ramps leading from one level to another, sliders, pins and bridges. Some mazes include magnets.

“Machining the parts requires very complicated G-code programming for our equipment, which can take two days to complete,” says Dawson. “The client provides the designs for each maze, then we work hand-in-hand with them to develop their designs into machinable parts.”
DPC uses a top-of-the-range Citizen M32 machine for the main maze bodies and a Mazak turn-mill centre for aluminium sleeves. Further Citizen machines are used to manufacture other parts. In addition, DPC’s product inspection and process control services are also critical. There are 21 aspects that are checked thoroughly.
“The finish of the mazes is crucial,” states Dawson. “The brass raised body is nickel-plated to a bright, durable finish. Outer sleeves are diamond-turned to get a beautiful finish, then colour-anodised to match its particular mating maze design.”
The foundation sets of Revomazes are finished in aqua, blue, green and bronze colours, while the master set is coloured indigo, gunmetal, copper and mint. Further puzzles are orange, red, black, gold, titanium, lime, purple, salmon and silver.
Commenting on the mazes’ global popularity, Dawson says: “There is a big scene around these including YouTube videos and online forums. A YouTube review of the blue Revomaze by Mr Puzzle on how to complete the puzzle has nearly five million views. There are limited editions, collectors’ versions, puzzlers and gamers. There’s a real buzz.”
The Oldham precision engineering company is working closely with Chris Pitt, of Ashton Pitt, based in Askam-in-Furness, Cumbria.

Pitt, who has a background in engineering, electronics and data systems development, says: “We looked carefully for a production manufacturer who has the same passion about quality that we, and all our worldwide clients, require for a premium product. We have enjoyed a very successful relationship with DPC due to the meticulous attention to detail by Simon and all the staff. Our success to compete worldwide relies on the very high quality of the machining and the subcontractors to provide the best finish that allows us to grow year-on-year.”
DPC was founded in 1965 and provides wide-ranging precision engineering and subcontract services to clients in the UK, Europe and beyond. A member of the British Turned Parts Manufacturing Association (BTMA), the company works across sectors including aerospace, defence, energy, environmental, marine, medical, motorsport and rail.
Over £1m has been invested in expanding DPC’s workshops and premises in recent years by owners Simon Dawson, Paul Dawson and Julie Hughes.
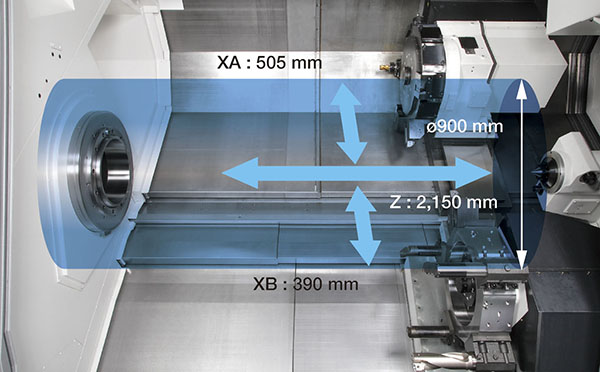
DPC’s new machines include a Miyano BNA 42 GTY with low frequency vibration (LFV) technology, and a Citizen L20 Type 8, also with LFV, which enables better swarf management in metal or plastics.
The Citizen is a 20 mm capacity sliding-head with sub-spindle live tooling and magazine bar feed, while the Miyano is 42 mm capacity and of similar configuration to the Citizen. DPC says it is the first of its type to be installed in the UK with LFV technology. The Miyano has replaced two older machines and complements other machining capabilities of 32 and 50 mm diameters.
A family owned company, founded in 1965, DPC has built a strong reputation for being progressive and innovative, with a programme of continuous investment in the latest machine tools. Together with the latest production control software and inspection facilities, this strategy ensures that the company offers a premium service at the forefront of engineering technology.
DPC’s production facility houses CNC turning and milling equipment, comprehensive inspection facilities and bespoke finishing and packaging services. The company’s approved subcontractors provide heat treatment and plating services to complement DPC’s in-house portfolio, ensuring all customer requirements are satisfied. A highly skilled and motivated workforce is a reflection of a company that places great emphasis on continual training and career development.

Today, DPC employs 50 staff, including apprentices, and looks to grow the business through expansion and recruitment. The company is accredited to ISO9001 and can supply FAIR Certification in accordance with AS9102.
For further information https://dpc.co.uk/