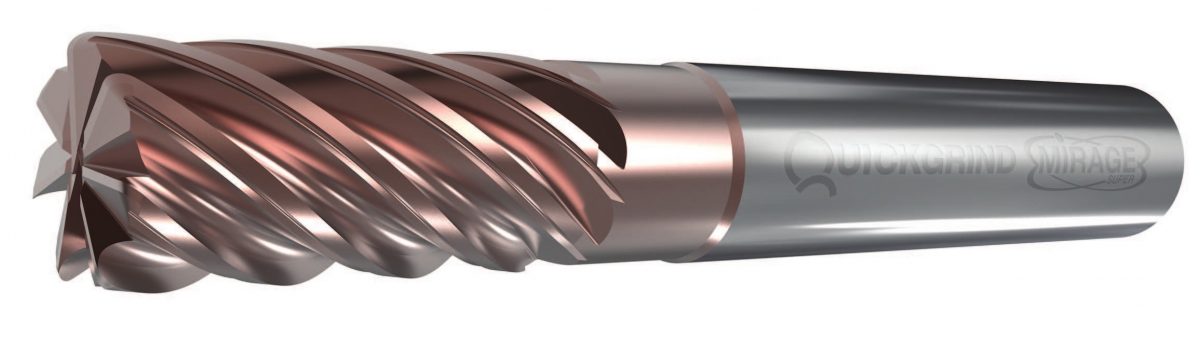
The Haimer Mill solid-carbide end mill – for roughing, finishing, drilling, profiling, ramping and slotting in nearly all materials – is now available in a short and a long version.
For a long time, Haimer says that manufacturers, especially those in the areas of mechanical engineering, medical and contract machining, have been asking for a milling tool that they can use universally in steel and stainless steel, but also in cast iron, copper and even hardened steel.
The Haimer Mill tools, which are available as end mills according to DIN 6527 with a sharp edge, corner radius or chamfer, show substantial results in most cases. The same edge geometries are available as modular tools for the Haimer interchangeable head system, Duo-Lock.
Characteristics for Haimer MIll end mills are the unequal cutting edge, the centre-cutting design and a neck for higher cutting depth. The end mills are supplied with an h6 shank tolerance and come fine-balanced. Run-out accuracy is <10 μm. To offer users even greater benefits, the Haimer Mill range has now been expanded further. A short version with a cutting-edge length of 1.25xD is suitable for all applications that require less cutting depths. The mill, which features no neck clearance and reduced shank length, uses the cutting edges at low ap (axial depth of cut) values and achieves high stability. In addition to the short version, a long version is available for engineers who want to machine higher workpiece walls. With the new 3xD Haimer Mill, it is possible to achieve consistent high-quality surfaces for such requirements, reports the company. For further information www.haimer.biz