

Faced with a need for additional machining capacity, Minehead-based Superior Levels opted to install an XYZ SMX 5000 bed mill (now the RMX 5000) from XYZ Machine Tools.

“All of our machining is CNC and the design of the levels is inspired in part by my aerospace background, with the cut-outs – which are both for weight saving and practical reasons – resembling wing ribs,” states Bill Parfitt, who founded the company five years ago. “Calling the company Superior Levels meant we had a lot to live up to, but we concentrate on delivering the highest standards, not wanting to compete with the low-end plastic products found in DIY stores.”
As part of the quality drive, Superior Levels developed its own I-beam extrusion for the body of the level, which is then machined on the SMX 5000. The SMX 5000 gives Superior Levels the capacity to machine the longest products in its range at 2.4 m in length. Accuracy is key for the pockets that house the bubble vials, along with the weight-saving pockets. The latter will enable Superior Levels to access other product opportunities that will be advantageous to its customers around the world. The company currently exports to 21 countries as far afield as Australia, all of which has been achieved through word-of-mouth recommendations and customer reviews on social media.
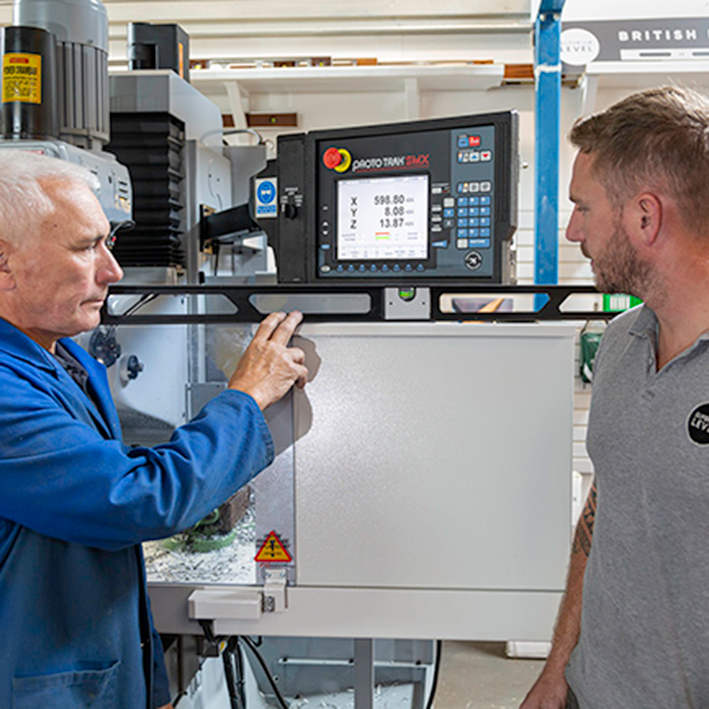
“We chose XYZ Machine Tools for this latest machine for a number of reasons, but mainly for the ProtoTRAK control, which was a step-up from our existing control system,” explains Parfitt. “The control allows us to do exactly what we want and deliver the accuracy that we need, while the overall package was also excellent value for money. In addition, the training and support we can call on made it easy to deal with XYZ. The consistency and accuracy with which we can machine pockets has led to us developing a new accessory range that we will be launching soon.”
For further information
www.xyzmachinetools.com













