Kennametal has unveiled a boring system that boasts the most effective anti-chatter mechanism ever developed by the company.

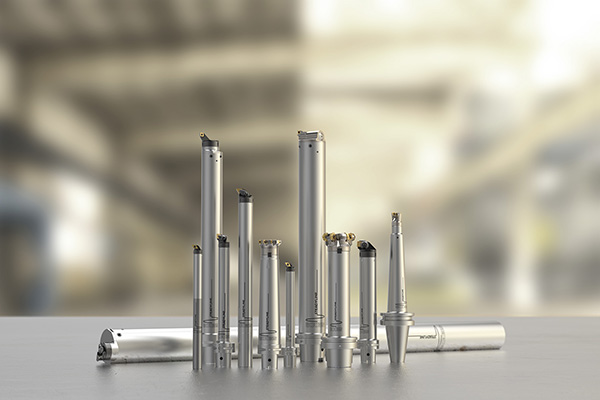
In addition, the system offers an extensive range of indexable heads and shank sizes. However, according to Sam Eichelberger, product engineer for lathe systems engineering and part of the team that developed the internal dampening mechanism, “perhaps the most important thing to know about the new bar is that it’s plug and play. There is no need whatsoever for tuning or adjustments – you simply pull it out of the package, mount it in the turret, and get boring.”
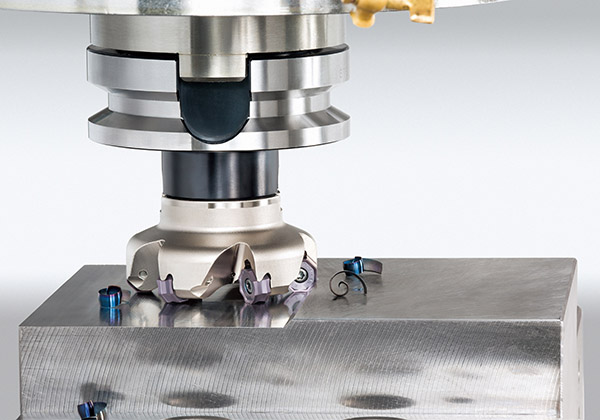
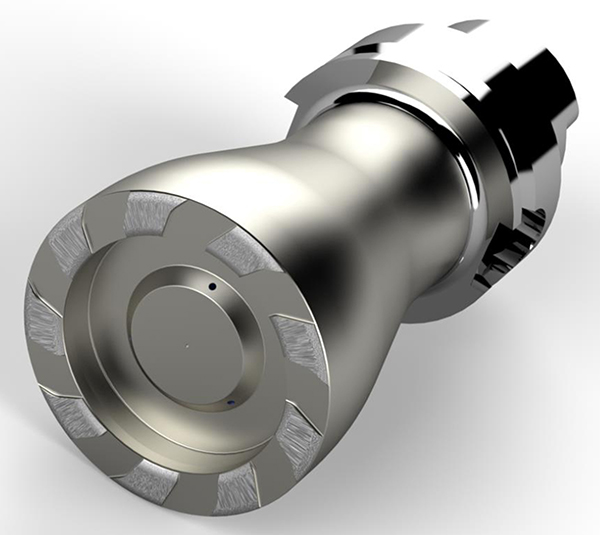
The system includes a serrated bolt-on connection at the bar’s business end that clamps a variety of styles and sizes of indexable heads. Better yet, the heads feature a shorter length and lighter weight that provides greater stability. They are also coolant-fed, to direct a stream of high-pressure coolant where it is needed most.
Most important of all is the internal dampener. Says Eichelberger: “The bars are both vibration- and maintenance-free. Within the bar there is a mass that’s supported by a pair of elastic supports, inside of which sits dampening fluid. This mass vibrates at a predetermined frequency during machining, attenuating the natural frequency of the bar around it to suppress vibration. There are no wear components to worry about.”
According to Kennametal, the vibration-free system offers superior performance in boring applications up to 10xD, much deeper than solid carbide or heavy metal boring bars can manage. Internal and customer test results show surface finishes as good, or in most cases better, than competitor systems, with significantly more aggressive cutting parameters possible across the board. The portfolio starts at 25 mm and goes to 100 mm.
For further information www.kennametal.com