Alken Engineering is a long-term user of XYZ Machine Tools’ ProtoTRAK mills, being an early adopter when the ProtoTRAK control was introduced to the UK in 1993. The company now has 10 XYZ ProtoTRAK mills and three XYZ ProTURN lathes on its capacity list, but for many years resisted purchasing any XYZ ‘full CNC’ machines; until now.

Alken Engineering, part of the four-company Alken Holdings Group, is a specialist machining and fabrication company that counts many blue-chip companies, such as Bentley Motors and Volvo, as customers, as well as working in the aerospace, power generation and general subcontract sectors. While the majority of its work involves the machining of steel and more exotic materials, Alken also gets involved in components manufactured from aluminium and nylon, and this work led to the purchase of its first XYZ LR (linear rail) machining centre.
“Even though the ProtoTRAK mills and lathes had provided flawless service, I hadn’t considered XYZ machining centres as I didn’t believe they could compete quality-wise,” says Paul Coverley, managing director. “However, when I had a demo of the new LR machines and the Siemens ShopMill control, my eyes were opened.
“In addition to the capability of the machines, the ShopMill control appealed as we get involved in machining from one-off to batch production, and the Siemens control is perfect for that,” he adds. “And, while I still needed to be persuaded about the full potential of the XYZ LR machines for heavier machining work, that would soon change.”
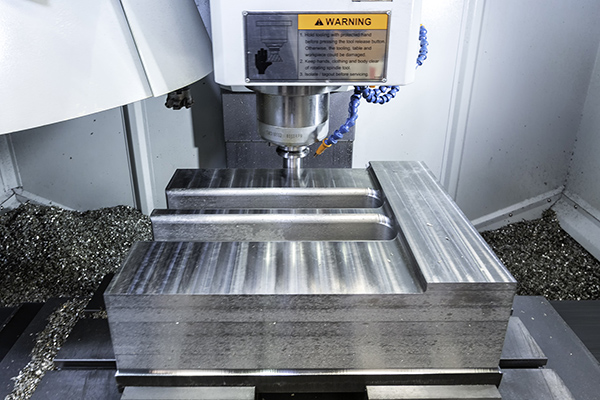
That persuasion came about when the Alken Group won a contract to machine a series of connector blocks which would be used in the construction of a bridge linking the mainland to Tintagel Castle, the fabled birthplace of King Arthur. These connectors are machined from solid blocks of Duplex stainless steel, with the finished parts measuring up to 460 x 237 x 237 mm, with slots that are 135 mm deep in places.

The work came to Alken after 10 other subcontractors had withdrawn from the contract due to the difficulty in machining these parts. As a result, Alken was faced with a tight deadline, as well as a capacity issue.
“We knew that any delay would put the bridge project back, which was unacceptable to the main contractor, American Bridge, and its customer, English Heritage,” explains Coverley. “However, our initial concern was that the parts could have been described as ‘un-machineable’. Following discussions with our customer, Underhill Engineering, changes were made to the design. Once those issues
were overcome, we were then faced with machining Duplex, including those slots.”
Initially, machining was carried out by two other companies within the Alken Group on what Coverley describes as ‘high-end’ machining centres: “These companies had what I thought was the experience and equipment to handle the work, but we found ourselves falling behind schedule as the machines struggled with the volume and complexity of the parts, so we had to bring work into Alken Engineering. The only capacity we had available was on our XYZ LR 500, 750 and 1000 machining centres. At this point there was still doubt in our mind that the XYZ LR VMC machines had the capability to handle materials such as Duplex, even though XYZ were telling us otherwise.”
With each of the connector blocks requiring between 70 and 80 hours of machining, there was a lot at stake, and Alken, along with assistance from XYZ Machine Tools and the tooling supplier, began to test the capability boundaries of the LR machines.
To produce the slots, the tooling involved an overhang of 4xD using an indexable insert cutter with 12 mm button inserts running at 140 m/min cutting speed and 0.3 mm/rev feed rate. Considering the material being cut, both the machines and tooling produced the quality and finish required.
“Once we got our collective heads around the machining of Duplex we haven’t looked back, and the XYZ LR machining centres are producing these parts better and quicker than those high-end machines we started with,” says Coverley. “As a result, we’ve got the project back on schedule and any doubts that I had about the capability of XYZ machining centres have disappeared. I’ve nothing but praise for the capability of these machines and the Siemens control.”

The XYZ LR range was introduced in 2017 and was the first full series of machining centres equipped with linear rail technology. XYZ had held off developing a linear rail machine as it did not believe that early systems were robust enough to meet its stringent quality standards. However, recent significant developments in linear rail technology saw these concerns eliminated and, as the example at Alken proves, these are highly capable machines with the ability to remove high volumes of material, even challenging metals such as Duplex stainless steel.
There are three machines in the LR range, these being the XYZ 500 LR, XYZ 750 LR and XYZ 1000 LR, with the number equating to the X-axis travel. All machines feature an 8000 rpm/13 kW spindle; 20 m/min traverse rates; and a 12-position carousel-type tool changer on the smallest machine, with a 20-position carousel (24 position arm-type optional) on the two larger variants. Also included in the XYZ range are the heavier duty, more powerful, HD VMCs. The XYZ 660 HD, XYZ 800HD and XYZ 1100 HD have boxway slides and are available with a Siemens or Heidenhain control.
For further information www.xyzmachinetools.com