CMZ has reached a significant manufacturing milestone with the sale of its 3000th TA series lathe, underlining the enduring popularity of the slant-bed turning centre among manufacturers seeking precision, reliability and long-term performance.
Introduced more than 20 years ago, the TA Series has earned a strong reputation in demanding production environments by combining robust construction with high machining accuracy and productivity. The range is available with three Z-axis travel options of 400, 600 and 1100 mm, providing the flexibility to suit a wide variety of turning applications.
A defining feature of the TA series is its prismatic bed, which is stabilised, machined and ground in a single set up at CMZ’s manufacturing facilities. Each machine is hand-scraped during assembly to optimise slideway performance, while direct metal-to-metal contact eliminates the need for Turcite, helping maintain long-term geometric accuracy and extending service life.
All models are equipped with an oil-cooled integrated motor turret delivering 75 Nm of torque, 11 kW of power and speeds up to 12,000 rpm. A three-curvic coupling design enables tool changes in just 0.2 seconds while improving thermal stability. Oil-cooled integrated spindles, free from belts and pulleys, further enhance accuracy, surface finish and machining performance by reducing vibration and spindle runout.
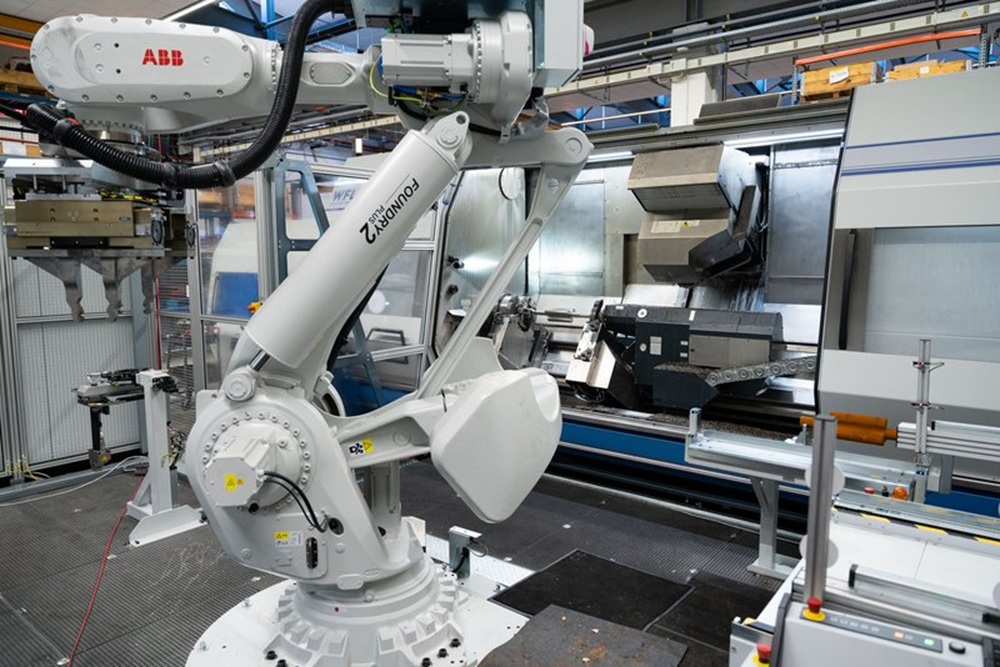
The TA series is also fully compatible with CMZ’s GL20 II gantry loader, providing straightforward automation for both short and long production runs.
Manufactured entirely in Europe, the TA series reflects CMZ’s vertically integrated production philosophy, with more than 80% of machine components produced in-house. By maintaining close control over manufacturing and the supply chain, CMZ combines premium components with competitive pricing, delivering machine tools designed to provide reliable performance for more than two decades.More information www.cmz.com