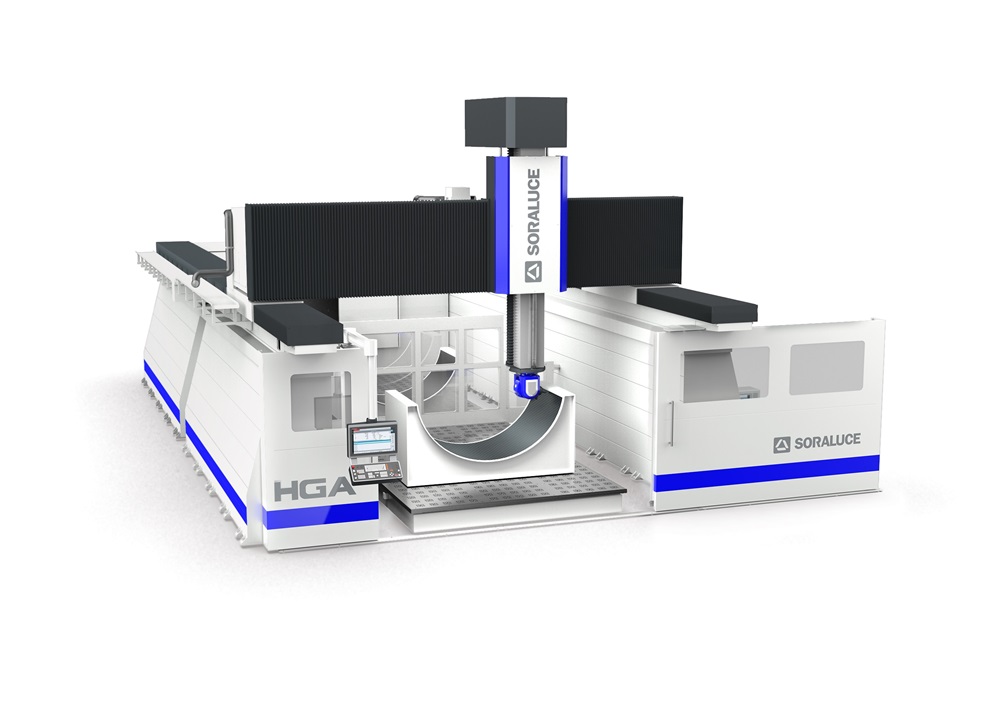
Soraluce, a manufacturer of milling, boring, multi-tasking and automated solutions, is launching its Dynamic Line, featuring the company’s new high-rail gantry machines. The Dynamic Line comprises three machine models tailored to applications in sectors such as aerospace, mould and die, and mechanical engineering, with solutions designed for specific materials like composites, light alloys and steel. The machines are available in the UK from TW Ward CNC Machinery (Ward CNC).
Dynamic Line machines can feature either five-axis contouring fork-type or high-torque milling heads. This versatility ensures the handling of intricate and complex shapes. The machines also come with a splash guarding system to uphold cleanliness and safety standards. Moreover, diverse dust extraction systems, both within the enclosure and integrated into the heads, facilitate the removal of dust and debris generated during machining.
A key feature of the high-rail gantry machines is axis speeds up to 60,000 mm/min and acceleration up to 4 m/s². The five-axis contouring heads offers speeds up to 30,000 rpm.
From a precision perspective, thermal stability ensures that performance remains consistent even in the face of fluctuating temperatures and rigorous machining tasks. Highly calibrated kinematics further support accuracy.
Heavy-duty mechanical heads deliver power up to 73 kW for challenging cutting tasks. Moreover, Soraluce’s new offer delivers a diverse range of mechanical five-axis contouring heads with torque up to 2000 Nm.
Integrated intelligent damping solutions such as DAS+ and DWS, complemented by a full cast-iron structure, augment stability and performance. These features work in tandem to minimise vibration under demanding cutting conditions.
Soraluce’s global business development director Oier Elguezabal says: “These machines embody our commitment to innovation and excellence, empowering manufacturers to achieve unparalleled levels of productivity and quality in their operations.”
For further information www.wardcnc.com