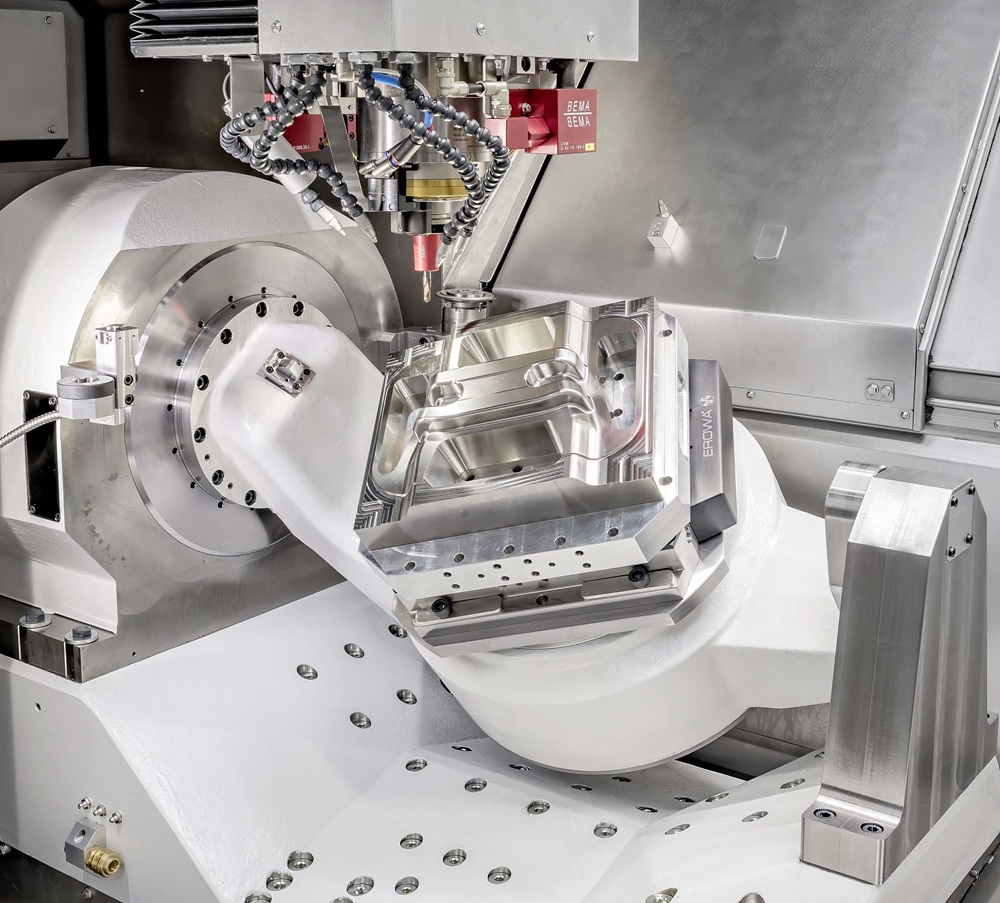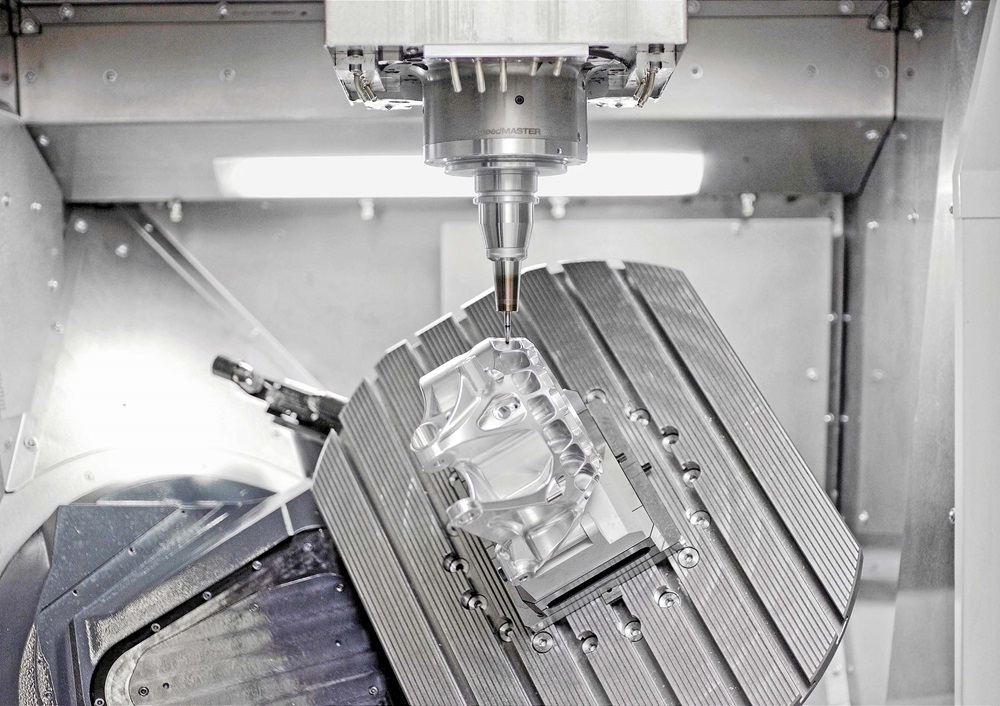
Heller presented its expertise in the productive and flexible manufacture of complex components at the Paris Air Show earlier this month. The accent was on the company’s F and HF series of five-axis horizontal machining centres (HMCs), which see regular use in the aerospace industry for producing various sizes of engine component, doors, landing gear and structural parts.
Especially with regard to the machining of difficult-to-machine materials, Heller says its robust yet compact machining centre solutions are configurable with a choice of automation options, all models being equally suitable for single-part manufacturing or high-volume production, 24/7.
Since the end of 2023, Heller has rolled out five-axis production centres of various sizes in the new F series. In addition to a small footprint, the machines offer acceleration up to 7 m/s² in the linear axes and positional tolerances in X/Y/Z up to 6 µm. A further advantage is the large working volume relative to the external dimensions.
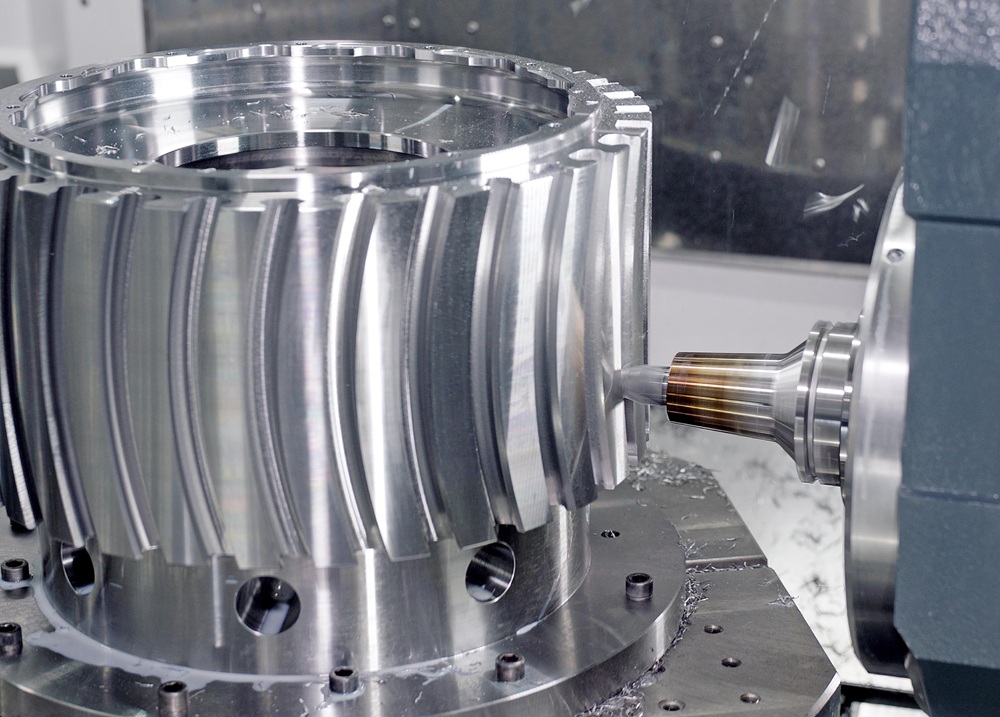
With one-hit machining playing an increasingly important role in many aerospace manufacturing applications, Heller has embraced this all-in-one concept and offers an optional turning function for combined turn-milling on the F series for machines up to 1.6 m in the X axis. The facilitating high-torque rotary table delivers speeds up to 700 rpm, allowing external or internal contouring in the longitudinal or transverse direction in a single set-up, as well as the production of undercuts and recesses. Even the cutting of external and internal threads is possible.
Error prevention features include a digital twin integrated into the Siemens Sinumerik One control system, which supports virtual mapping of a production process before removal of the first chips.
More information www.heller.biz