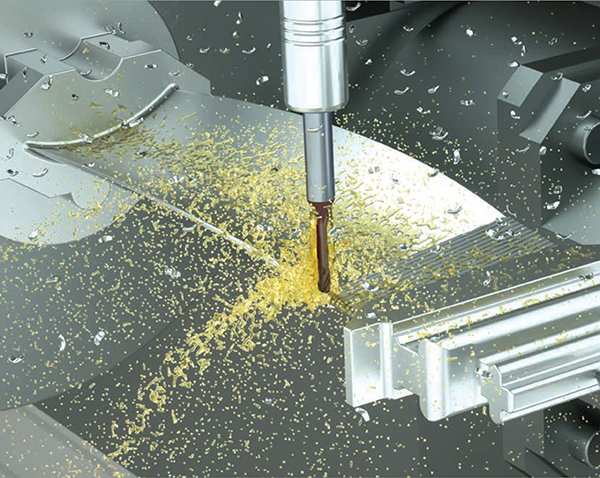
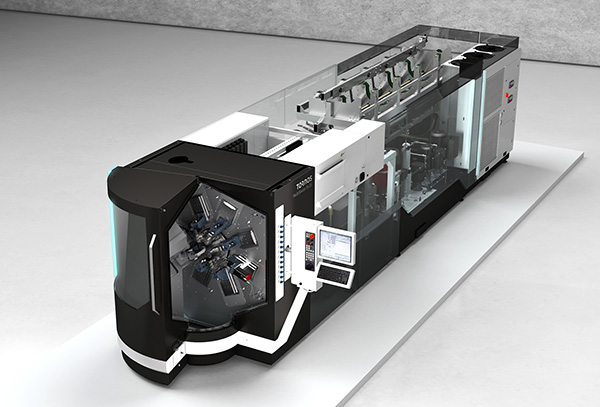
Available through UK distributor 2D CNC Machinery is the new German-built Alzmetall GS 1400/5-FTD five-axis bridge-type machining centre. The Alzmetall GS 1400/5-FTD is able to provide a complete in-cycle production sequence involving 3D turning, boring, milling, contour milling and five-sided machining on complex components, including those with customised gear forms.

High orders of precision, contouring form and geometry are aided by the machine’s patent-pending ‘4-Guideway System’, where the bridge is carried inside the structure of the GS 1400/5-FTD. The more traditional method is to mount the bridge on top of the side supports with just two guideways. Thanks to the 4-Guideway System, the machine is able to maximise the benefits of the latest control software technology.
By way of example, when producing customised gear tooth forms, such as those found on compact double helical, herringbone and bevel gears, the machine has the ability to automatically compensate for factors such as residual deviation found within the workpiece material. This compensation is achieved by utilising Heidenhain’s TNC640 control and its Load Adaptive Control (LAC) package. LAC is able to optimise control parameters and enable any possible deviations or minor errors in the cycle to be maintained within 10 µm.
Weighing in at 31,000 kg, the GS 1400/5-FDT machining centre has strokes of 1200 mm in X, 1300 mm in Y and 800 mm in Z, with a rapid traverse of rate of 82 m/min in each axis. Positional accuracy is within 5 µm. The A axis offers ±140°, while both swivel and rotary axes are powered by direct-torque drive motors delivering 30 m/min pivoting speeds.
An 82 kW, 14,000 rpm, 500 Nm spindle is supported by tool magazine options between 33 and 250 pockets.
For further information www.2dcnc.co.uk