



Now available from Starrag Heckert, the STC1250 HD is the latest addition to the STC series for the machining of the most demanding aerospace structural parts, multi-blades and casings. Starrag says the STC1250 HD machining centre provides excellent static and dynamic properties, as well as a tried and tested rotating head, ensuring its suitability for the heavy-duty machining of titanium and Inconel parts in the aerospace and power generation industries.
Commenting on the machine, Lee Scott from Starrag says: “This is a five-axis machine with a B-axis table that holds the component and an Aaxis on the head; you can actually have an A and C-axis head as well. The new HD is predominantly a machine for optimised roughing and high surface generation finishing of exotic materials.”
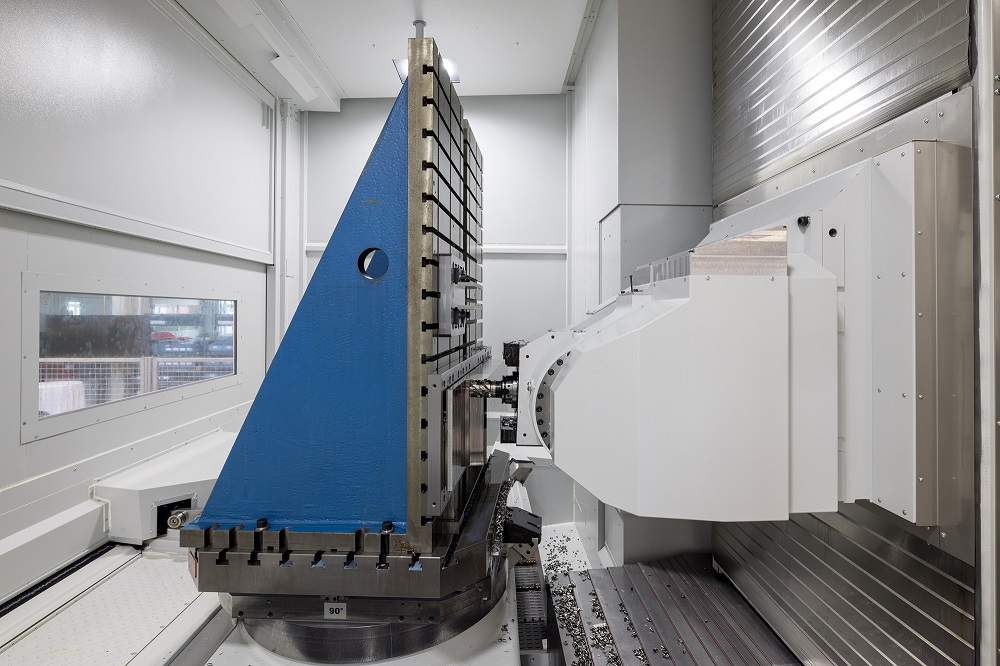
The STC1250 HD machining centre offers a 1.25 x 1.25m pallet with a large work envelope for accommodating workpiece loads up to 5000kg. Complementing this capacity is X, Y and Z-axis travel of 2.2 x 1.5 x 2.1m, with a swing diameter of 2.2m.
Discussing reports that the new features of the STC1250 HD can reduce cycle times in titanium machining by more than 30%, Scott adds: “At Starrag’s Aerospace and Turbine Competence Centre in Rorschach, we saw a 63mm deep cut with a porcupine cutter where buckets of swarf continually fell into the base of the machine. Traditionally, what would have been three or four passes with a tool can now be done with a single pass. The machine may draw more power in that single pass, but overall, it has a significantly reduced cycle time when compared with the previous method of multiple passes.”
For further information www.starrag.com









