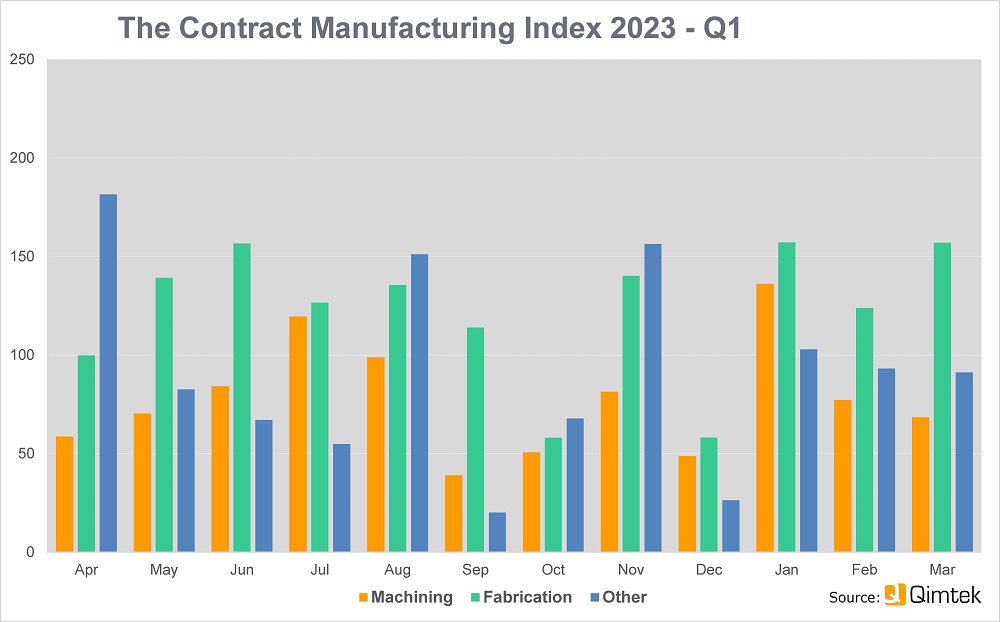
The latest Contract Manufacturing Index (CMI) shows that the UK subcontract manufacturing market surged by 60% in the first three months of 2023 compared with the previous quarter. As political and economic uncertainty eased, high-value purchasing organisation came back to the market and the release of pent-up demand saw activity soar.
The market jumped by 178% from December 2022 to January 2023 and remained healthy for the rest of the quarter.
Overall, the first quarter of 2023 was 31% higher than the first quarter of 2022, demonstrating consistent growth in the longer term. The CMI, produced by sourcing specialist Qimtek, reflects the total purchasing budget for the outsourced manufacturing of companies looking to place business in any given month. This represents a sample of over 4000 companies who could be placing business,which together have a purchasing budget of more than £3.4bn and a supplier base of over 7000 companies with a verified turnover in excess of £25bn.
For further information www.qimtek.co.uk