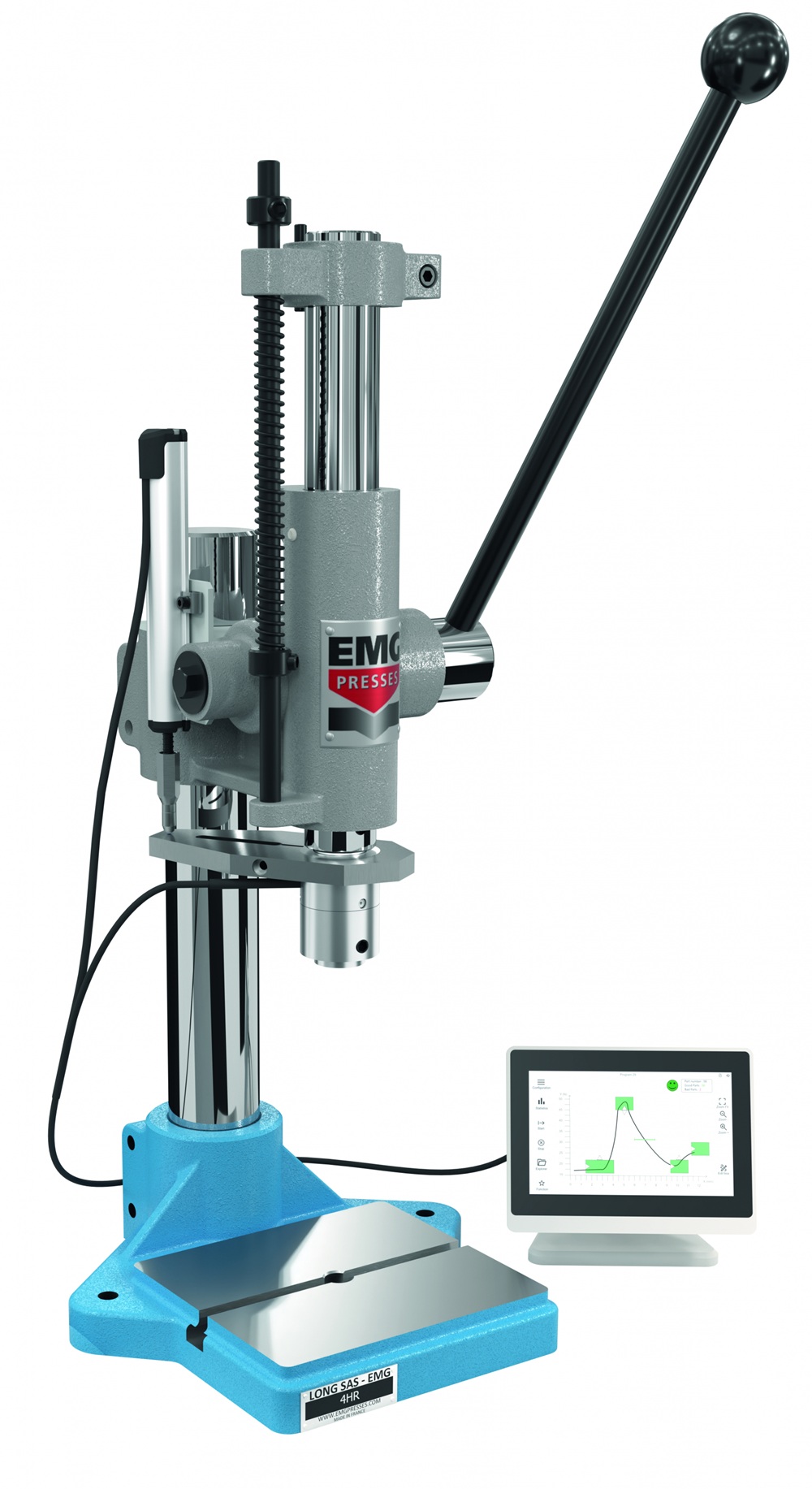
France-headquartered EMG Presses has introduced a new solution designed to meet growing demand for enhanced monitoring and full traceability in industrial production processes. The system forms part of the EMG-Control ecosystem, combining force and displacement sensors with an intuitive display interface to deliver 100% part control in real time.
Officially distributed in the UK by Berger Tools, the equipment enables continuous and accurate quality control across a range of press technologies, including rack and pinion, toggle and pneumatic bench machines. Suitable for manual, semi-automated and fully automated workstations, the solution supports reliable anomaly detection and consistent product compliance, even in demanding industrial environments.
Designed as a plug-and-play system, EMG-Control offers multi-program management, sequence programming and statistical analysis, making it a valuable addition to modern SPC strategies. Manufacturers can measure, monitor and record key variables such as force, stroke and time, either individually or in combination, with data displayed in a variety of formats including graphs, curves and numerical readouts. Real-time history tracking and a configurable sequence editor provide operators with complete visibility and control over the measurement process.
Ease of use is central to the system’s design. Operators receive immediate visual and audible feedback indicating whether components meet specified parameters, allowing non-compliant parts to be quickly identified and removed. The integration of TEDS-enabled sensors ensures automatic recognition and self-calibration, eliminating the need for manual setup and reducing the risk of configuration errors.
As manufacturers continue to embrace digitalisation, EMG’s latest innovation provides a flexible and scalable pathway to smarter, data-driven production environments.
More information www.emg-presses.co.uk