

Work-holding and handling equipment manufacturer,Roemheld, has introduced a robust, adaptable system for automatically and rapidly clamping dies of various sizes to a press ram. Flexline R is suitable for quick setups on automated press lines and other applications requiring frequent die changes. Numerous variants can be configured to suit individual customer requirements.
Based on the company’s Flexline system, the new product has been further developed to accommodate higher loads and demanding operating conditions. It is equipped with a stainless steel pull-push chain that replaces the previous plastic version, plus reinforced stops and reliable sensor technology, while offering improved emergency protection. The chain case and all brackets and sheet metal parts are also made of stainless steel.
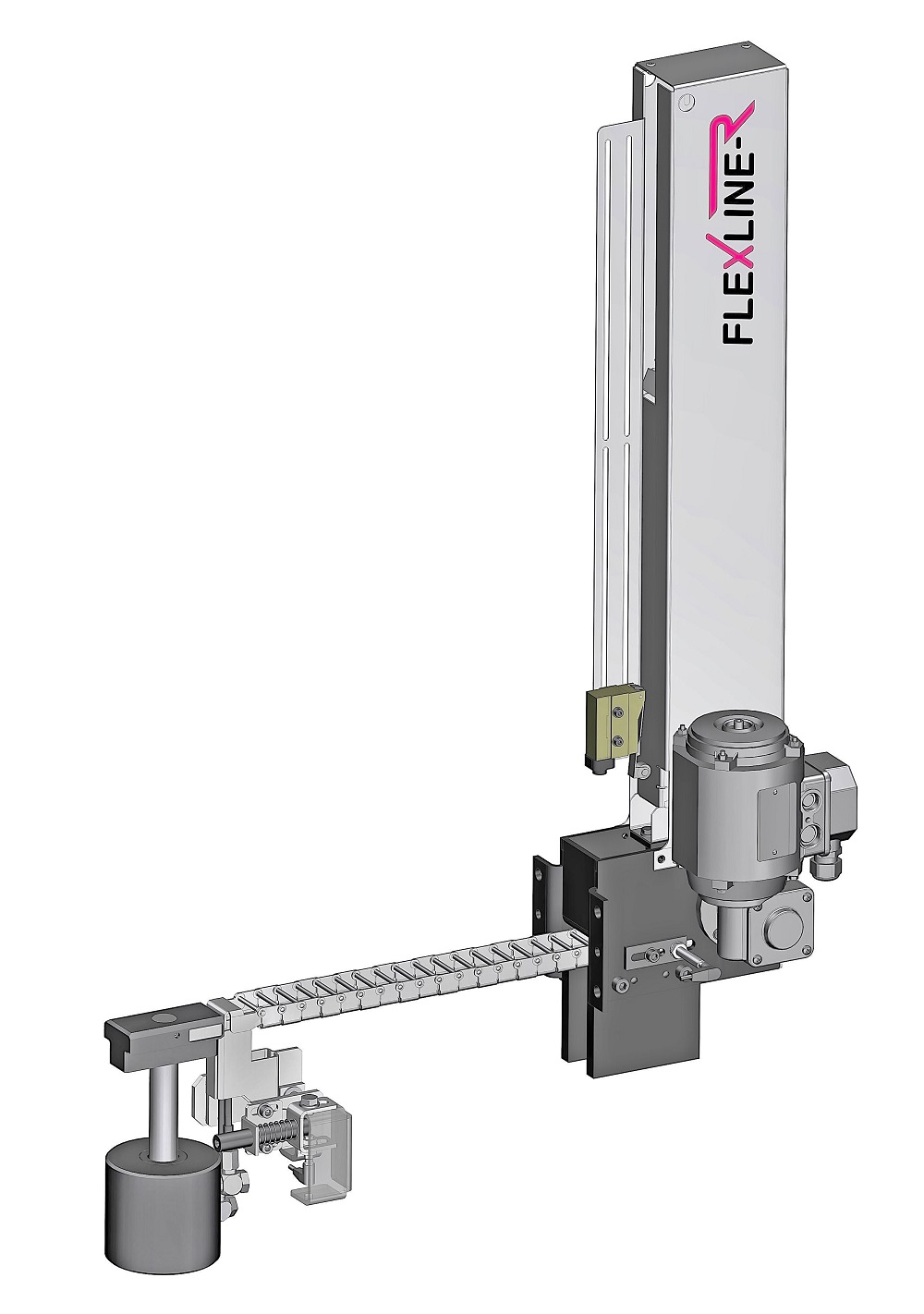
Multiple units, commensurate with the weight of the die, are mounted at regular intervals along the face of the ram at the T-slot positions. The electromechanically-driven pull-push chain in each unit automatically moves an integral hollow piston cylinder from the park position to the die edge. Additionally, electric and hydraulic power is delivered to the clamping element via the chain, eliminating the need for a separate energy supply.
Improved position monitoring is a result of having a high-precision magnetic field sensor to detect the die location, while an inductive sensor reports the position of the clamping element on the die. Optionally, the end position of the chain can be verified using a sensor integrated in the chain case.
New also are reinforced brackets for position monitoring to ensure maximum operational safety. An emergency release on the drive motor provides additional protection in the event of an accident. If necessary, the die can be released manually.
More information www.bit.ly/47MkJz7









