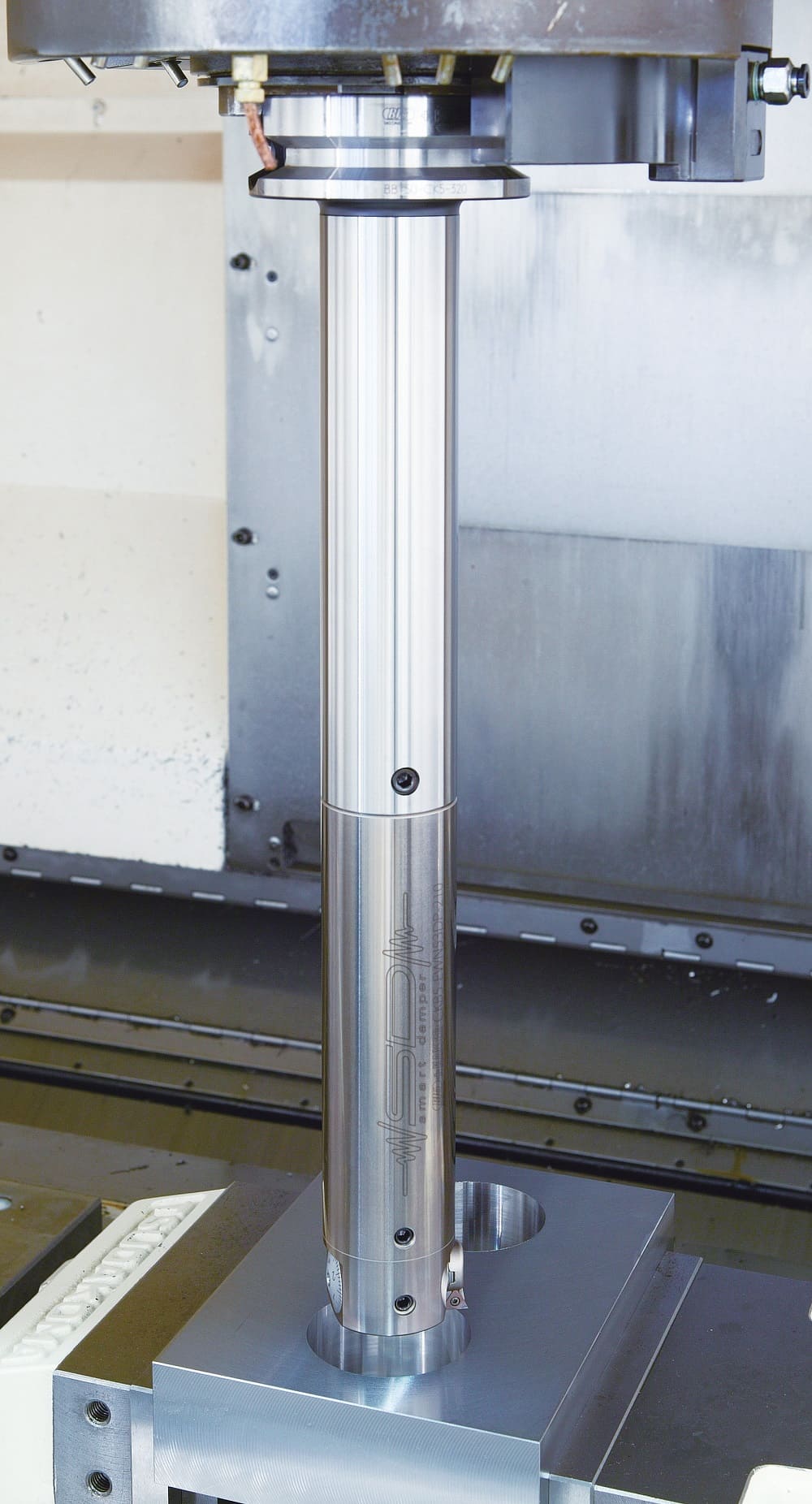
Industrial Tooling Corporation (ITC) is further enhancing its portfolio of bore machining products with the expansion of the Big Kaiser EWN monoblock range. The ability to improve productivity and performance arrives thanks to the introduction of Big Kaiser’s Smart Damper technology, which reduces chatter and, subsequently, cycle times.
The EWN Monoblock fine boring heads now include the new CK1 and CK2 products for the machining of diameters from 20 to 36mm and 25 to 47mm, respectively. The full EWN monoblock family of products ranges from the smallest CK1 to the largest CK7,today supporting fine boring from 20mm to over 200mm in diameter.
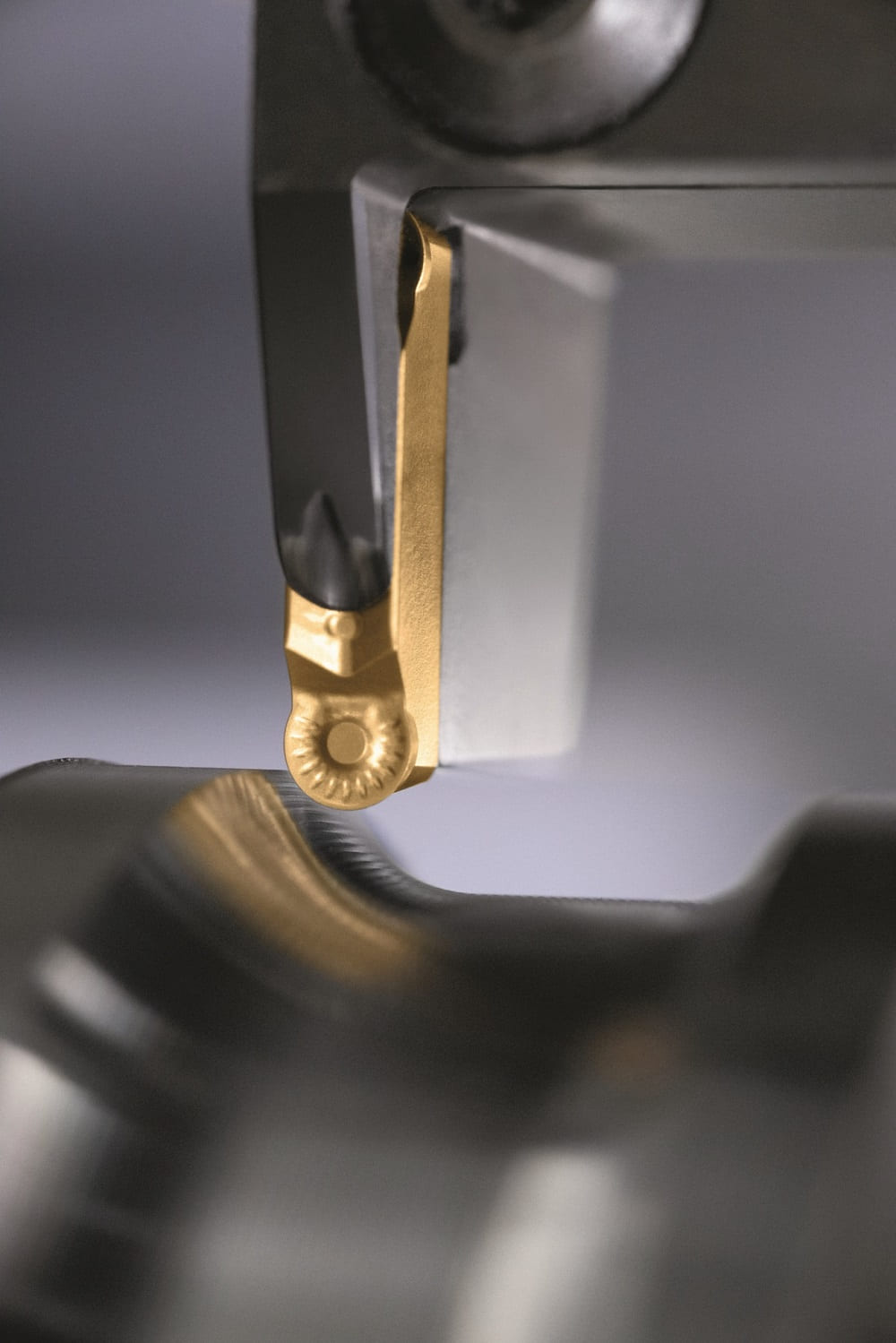
The Smart Damper mechanism helps to absorb vibration, essentially eliminating chatter and thereby achieving higher levels of precision with superior surface finishes. Thanks to its inherently stiffer design, ITC says the Monoblock boring head ensures high precision even when machining long bores.
EWN Monoblock CK1 and CK2 heads do not have an interface, enabling users to achieve significantly tighter tolerances. A major advantage of Big Kaiser’s Smart Damper technology is that it eliminates the need to reduce cutting speedsin order to manage vibration. This categorically increases metal removal rates and raises productivity levels.
Giampaolo Roccatello, chief sales andmarketing officer for Europe at Big Kaiser, says: “These new boring heads are ideal for achieving deep, chatter-free boring in challenging materials. Together with our EWB and EWB-UP ranges, the EWN boring heads represent some of the most advanced and sophisticated tools available on the market.”
For further information www.itc-ltd.co.uk