By investing in machine tools from Starrag, Missouri-based Seyer Industries has become a major manufacturer of critical aerospace components, evolving a long way from its origins in a farmer’s garage back in 1957.
Today, Seyer is a third-generation family-owned aerospace company that offers four primary product groups. Its activities include supporting customers in the commercial aerospace, military aerospace, military support equipment and maritime industries. The company’s ongoing investment strategy is proving so successful, the AS9100D, ISO9001, ITAR-registered and NADCAP-certified company has grown 20% per annum for the past five years.
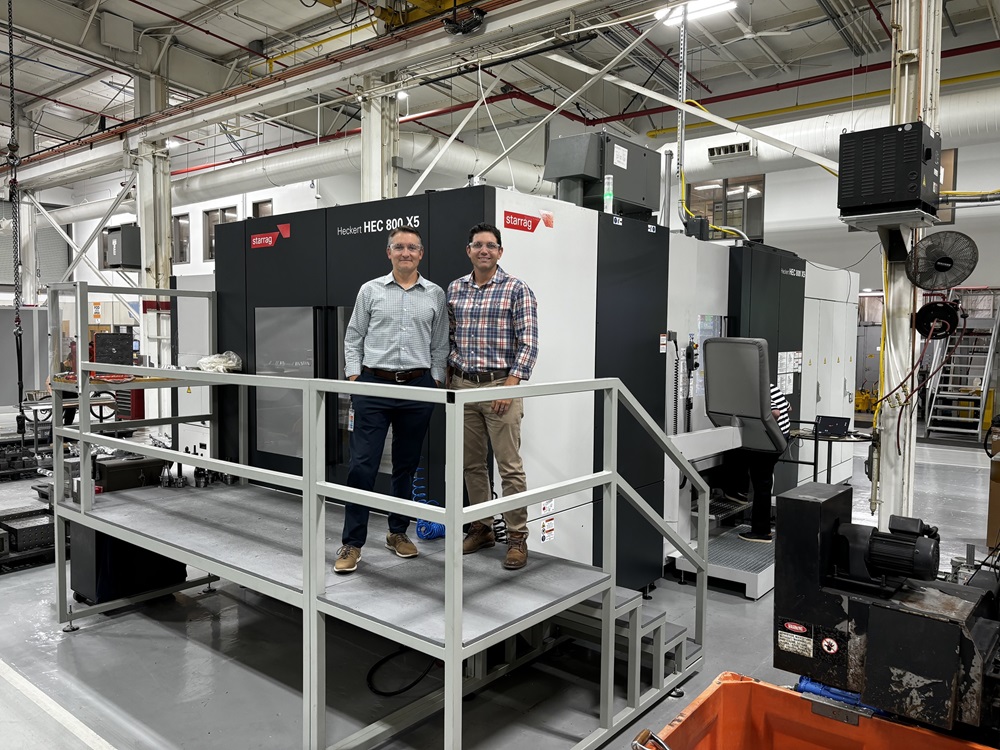
Mark Seyer, director of operations, says: “As price and lead time are everything in aerospace, adding the capability of large-capacity machining helps us offer a complete partner solution for more of our customers. To achieve this, we decided to invest in machine tools from Starrag.”
With the project requiring the machining of hard metal parts with dimensions of 1000 x 300 x 300 mm, the billets had to undergo high material removal machining with impeccable precision and surface finishes. The solution was the Starrag Heckert 800 X5 five-axis horizontal machining centre with trunnion design.
Such has been the success of this investment that the company has already committed to machine number two: a six-axis Starrag STC1800-170 set to arrive in autumn 2025. The machine will manufacture large titanium structural parts for the defence industry and, with its 3.3 x 2 x 2 m capacity, the Starrag STC1800-170 will add both capacity and capability to Seyer’s competitive advantage.
“We expect this machine to process stainless steel, titanium and Inconel structural aerospace components, typically in smaller batch sizes in the realm of 2 to 10 pieces,” says Seyer.
More information www.starrag.com