In its 20,000 sq ft, purpose-built factory in Hayes, near London Heathrow airport, subcontractor Wellington Engineering uses 45 CNC machine tools to produce parts for sectors as diverse as aerospace, medical, semiconductors and cryogenics. The latest machine to arrive on the shop floor isa Hurco VC500i machining centre.
Owner and managing director Daimon Wellington says: “We recently adopted a strategy of looking to take on more complex prismatic machining work and had already identified a number of contracts. It was just a question of finding a suitable machining centre.Full five-axis capability was the next step up for us in terms of technology and, as we use a lot of Hurcos, we decided to source our first true five-axis machining centre from them.”
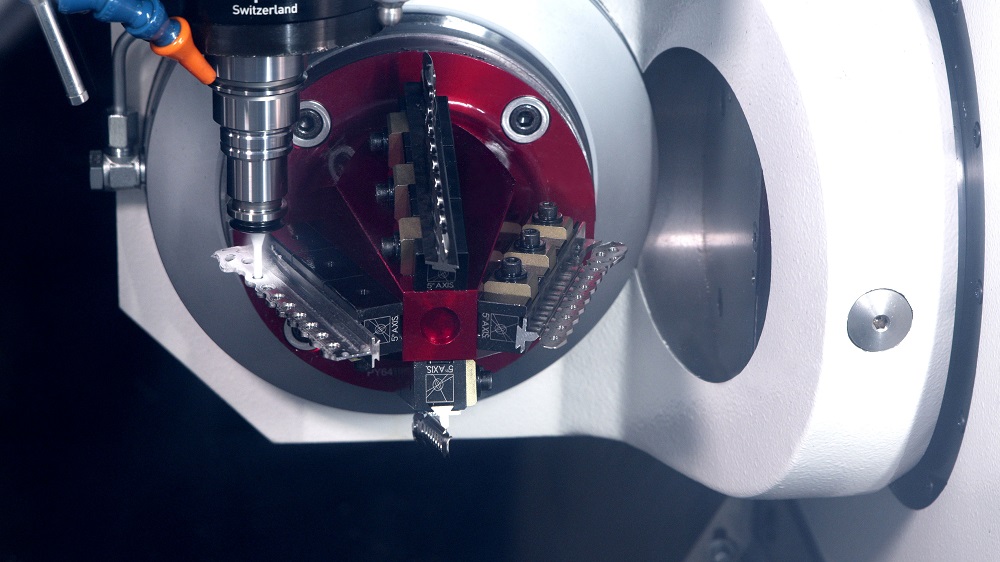
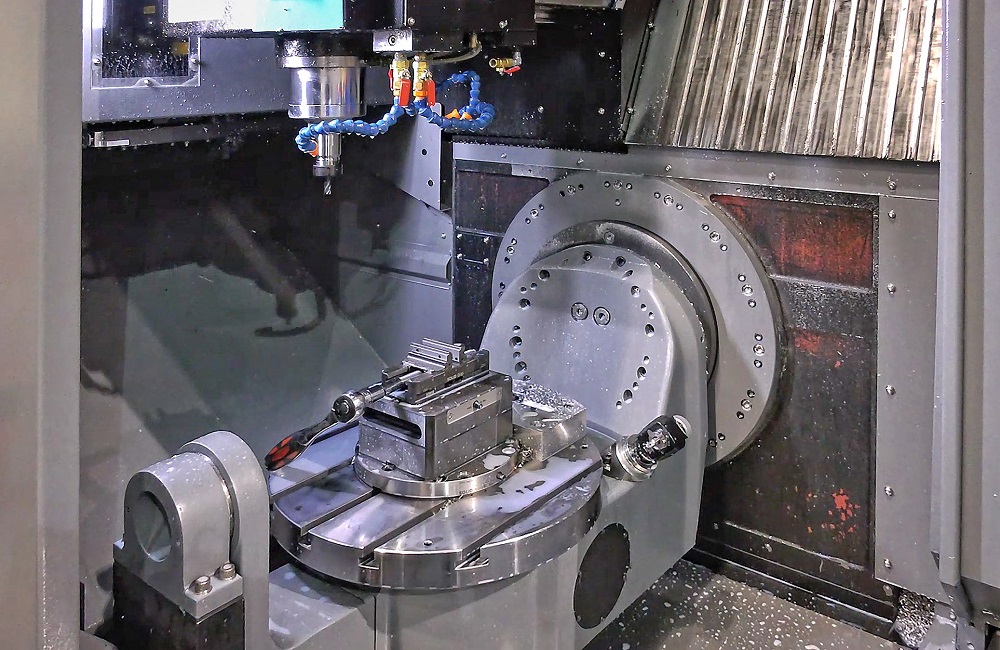
The cantilever-type VC500i is ergonomic for easy operator access, has a 520 x 450 x 400 mm working volume and a ±100° swivelling trunnion carrying a rotary table, suitable for machining five faces of a component in a single set-up. It reduces the number of separate operations needed compared with using the subcontractor’s three- axis machines, including those fitted with single- or two-axis dividing heads.
Wellington says: “Our other machining centres were taking too long to produce the increasingly complex components. Productivity drives profits and we’ve had excellent results in this respect since the five-axis Hurco arrived. Parts come off much quicker and we’re not tying up the capacity of our other machines and their operators. Also there are far fewer issues with workholding and there is less deburring and hand fettling, all of which saves time.With five-axis strategies, jobs are coming off more economically in shorter cycle times.”
For further information www.hurco.co.uk