The new Hainbuch System is said to be a ‘game changer’ for manufacturers seeking efficient and flexible work holding. This quick-change innovation allows manufacturers to clamp 1000 different workpieces without the need for a multitude of solutions. With the Hainbuch System, engineers now only need one basic clamping device, a chuck or a stationary chuck that remains on the machine tool. Whether it is OD, ID, prismatic components, jaw, magnetic or clamping between centres – the Hainbuch System provides a solution.
In short, the Hainbuch System is a new series of mandrels and adaptors that encompasses the complete range of Hainbuch products. This includes the TOPlus Premium chuck, which guarantees a runout of ≤5 μm without alignment, regardless of which clamping head is in use.
Also capable of working in harmony with the new Hainbuch System is the SpannTop mini chuck series. The Mando Adapt mandrel and corresponding jaw module already work perfectly with the new SpannTop mini, meaning complete autonomy for any small component clamping needs.
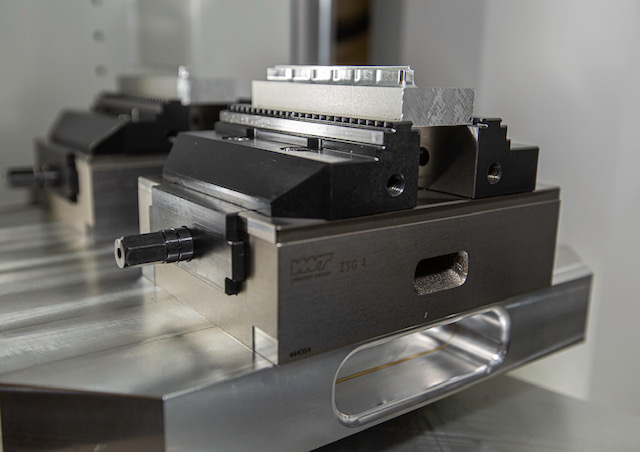
Unlike the SpannTop mini chuck, the configuration for the TOPlus system is a little different. Whereas the SpannTop uses an adaptor ring, the TOPlus system has a ring of attachment holes to secure the market-leading jaw module.
The SpannTop and TOPlus Mini series are available with a full through-bore plus a variety of standard lengths to suit all machine types and draw-tube configurations. For the customer, this range of possibilities gives flexibility with OD clamping via the clamping head and ID clamping with the mandrel-adapting Mando Adapt system, while complete jaw clamping can be accommodated with the new jaw-adapting module.
For further information www.hainbuch.com