APF Services, a small but progressive two-man business specialising in hydraulic repair work,
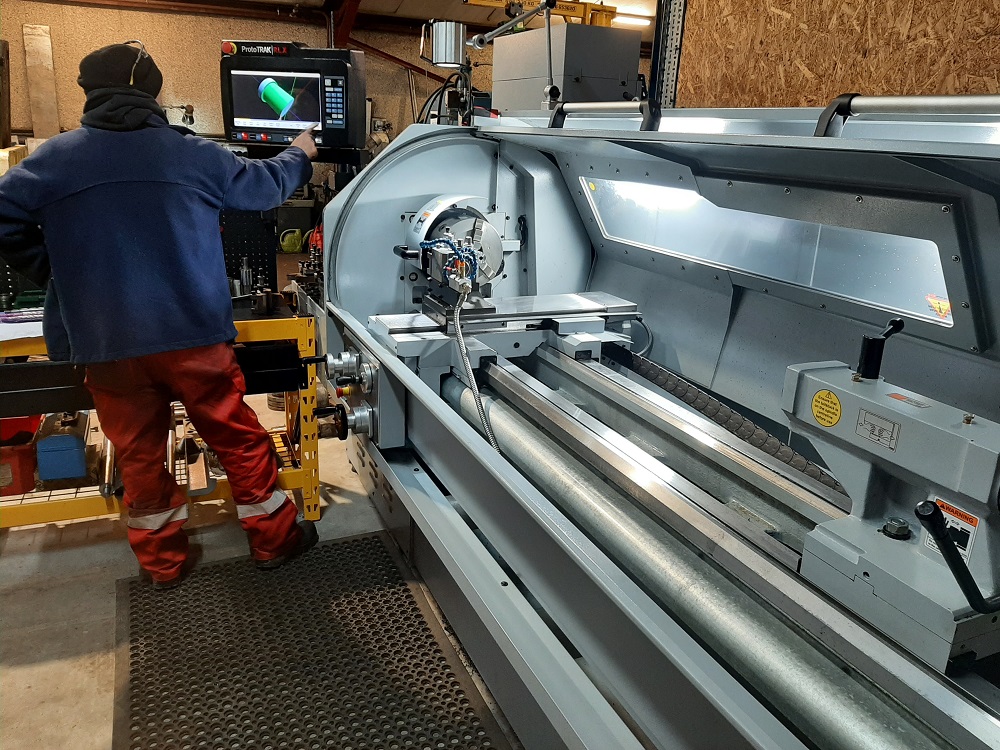
has invested in its first CNC machine, a Proturn RLX 425 CNC lathe with ProtoTRAK control
from XYZ Machine Tools. Despite concerns about the cost and learning curve involved in
transitioning to CNC, the portfolio of cost-effective, easy-to-use machines available from
XYZ completely allays such apprehensions for small manufacturing businesses. APF Services
is a case in point, where the arrival of the new XYZ CNC lathe is driving cycle time reductions
of up to 90% on certain jobs.
Located near Peterhead, Aberdeenshire, APF Services was founded in 2012 by Chris Dawson
to provide hydraulic repairs for a host of local industries, including agriculture, forestry,
fishing, oil & gas, and waste/landfill.
“We have a good regional niche in these sectors,” he says. “However, we were managing
our workload using two manual lathes and a manual mill, which started to prompt concerns
about getting left behind. Turnaround time is paramount for our customers, with requests
for next-day delivery commonplace. However, I’d never dreamed of going into CNC as I
didn’t know the first thing about it.”
By chance, Dawson noticed that a nearby customer in the forestry industry was benefiting
from a range of CNC machines with ProtoTRAK controls from XYZ.
“I subsequently went to see a demonstration of a Proturn RLX 425 CNC lathe at XYZ’s
Scotland facility in Livingston,” he says. “As my first-ever experience of a CNC machine, I
wanted to be 100% sure I could get to grips with the programming, but I needn’t have
worried. For first-time CNC machinists like me, the ProtoTRAK control is absolutely
excellent. The 15.6-inch touchscreen makes the control simple and intuitive, while the
TRAKing feature allows us to wind the handwheel through the program with complete
control, providing peace of mind as we cut our first chips on a new part.”
XYZ’s Proturn RLX 425 CNC lathe with ProtoTRAK control, which is now fully operational at
APF Services, offers a 7.5 kW spindle and delivers power through a three-speed headstock
running up to 2500 rpm. The machine features an 80 mm spindle bore, provides 700 mm
swing in the gap and 480 mm swing-over-bed, and is available with a distance between
centres of either 1.25 or 2 m.
“We had our training at XYZ’s Livingston facility and could ask as many questions as we
wanted. Nothing was too much trouble.”
APF Services uses its RLX 425 to produce a host of hydraulic cylinder rods, pins and bushes,
typically as one-off jobs but occasionally in small batches. Features include threads,
shoulders, chamfers, O-ring grooves and circlip grooves.
“With so many different hydraulic cylinder designs, we can find ourselves machining almost
anything,” says Dawson. “Materials extend from EN8 and EN24T steels, through to chrome-
plated steel, stainless steel, and cast steel. Having a machine that’s versatile and quick to
program is a real blessing.”
Cycle times are dramatically shorter, as revealed by a recent in-house time study involving a
machining operation on a batch of hydraulic cylinder components.
“It took just 4 minutes 30 seconds on our new RLX 425 and we weren’t even pushing it
hard,” says Dawson. “The same job took 45 minutes on one of our manual lathes. That’s a
90% reduction in machining time.”
The company also reduced the cycle time for hexagon end caps – machined from 9-inch
diameter stainless steel bar – from 12 hours to just 2 hours. He also recalls saving a
staggering five days of machining time on a batch of cylinder parts.
“We completed them in five days, instead of the 10 days it would have taken us to do them
manually. And that’s when we were still learning about the RLX 425.”
According to Dawson, customers return because he understands the demands of their
industry, particularly the agriculture and oil & gas sectors, as he comes from a farming
background. Furthermore, there is little anyone can teach Chris about customer support,
having worked in the North Sea drilling and subsea construction industry for many years –
and subsequently as a hydraulic mechanic for a major subsea engineering company. With
this experience, he knows what is expected of third-party companies and the demands put
upon them.
“If one of my agriculture customers damages or even destroys a hydraulic cylinder in the
middle of harvest, for example, time is literally money,” he explains. “We can be looking at
several days for the delivery of a replacement component in our part of the world, which is
disastrous for harvesting. We can measure the broken part [or make it from the carboard
cut out that is sometimes supplied], repair it or reverse engineer a replacement in ultra-
quick time. Sometimes there are no drawings or CAD models, so it relies on our engineering
background/expertise to get these customers going again.”
Fortunately, the arrival of the Proturn RLX 4525 is making the process easier than ever
before.
“The speed of the machine and quality of finished parts is top notch. The business was
already growing, but the RLX 425 has taken us to a whole new level.”
Such has been the positive experience that APF Services has just ordered another XYZ
machine, an RMX 3500 CNC bed mill, again with ProtoTRAK control.
“Once I’m happy with a supplier they’ll continue to get my business,” concludes Dawson. “I
like the way I can pick up the phone and get advice from someone in the UK. It feels like
we’ve got proper support with XYZ. This level of customer service is priceless for a small
company like ours, which is new to CNC machining and has customer jobs that often cannot
wait.”
More information www.xyzmachinetools.com