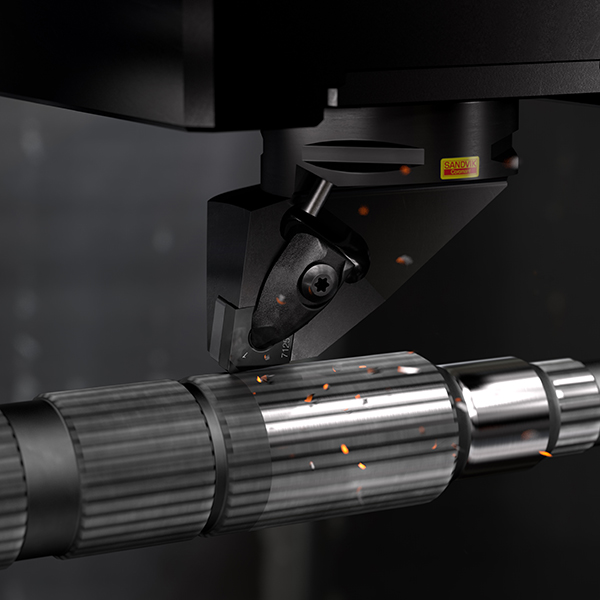
Horn has introduced a grooving and parting-off system, 32T, for Swiss-type lathes and smaller fixed-head lathes. With a precision-sintered grooving insert and central clamping screw, the system offers easy insert indexing and direct entry into the seat of the tool carrier.

Importantly, there is no need for clamping elements, which may have a detrimental effect on chip flow. The screw head of the clamping bolt does not introduce interference and therefore permits grooving and parting-off directly at the spindle. Inserts can be used in a neutral position or as left-hand or right-hand configurations.
By adding the new system to complete its triple-edge insert range, Horn is responding to customer solution requests for Swiss-type lathes and other smaller turning machines, in particular for applications where space is at a premium.
The maximum groove depth using 32T is 4 mm with a width of 2 or 2.5 mm. For grooving, the inserts are available with both straight and full radius cutting edges. Horn offers the insert
with a 15° chamfer for parting-off. A cylindrically ground chip-breaker geometry makes for reliable chip removal. The tool carrier is designed as a square shank of 10 x 10 mm or 12 x 12 mm cross section. Each version features internal coolant supply.
For further information www.phorn.co.uk