



Holger Pentzold, who learnt his trade at Heckert, has since remained loyal to the Heckert brand in his own company: “I know what Heckert machines are capable of, and I can rely on them 100%.” His company, Pentzold Metallbearbeitung und Musterfertigung (PMM), a service provider for precision machining, is based at the ITC – the Chemnitz Industry and Technology Centre near Heckert’s parent company Starrag GmbH.
“We primarily manufacture series parts with varying batch sizes of 10 to 15,000, but also prototypes,” says Pentzold. “Our in-house fixture and tool construction and a modular system for clamping fixtures allow us to react quickly and flexibly to customer requirements.”
He adds: “We mainly machine gearbox housings, chassis and engine parts, and hydraulic components made of steel and cast materials, so we need very stable, reliable machines. As a contract manufacturer, flexibility and long-term accuracy are paramount.”
The reason the machining professional repeatedly buys Heckert machining centres is quite apparent. PMM has been located the Chemnitz Technology Park (ITC) since 1999, right next to the Starrag plant.
“Nevertheless, we research the market for alternatives before almost every investment,” explains Pentzold. “But it’s all in vain – we have repeatedly decided on universally applicable Heckert horizontal machining centres.”
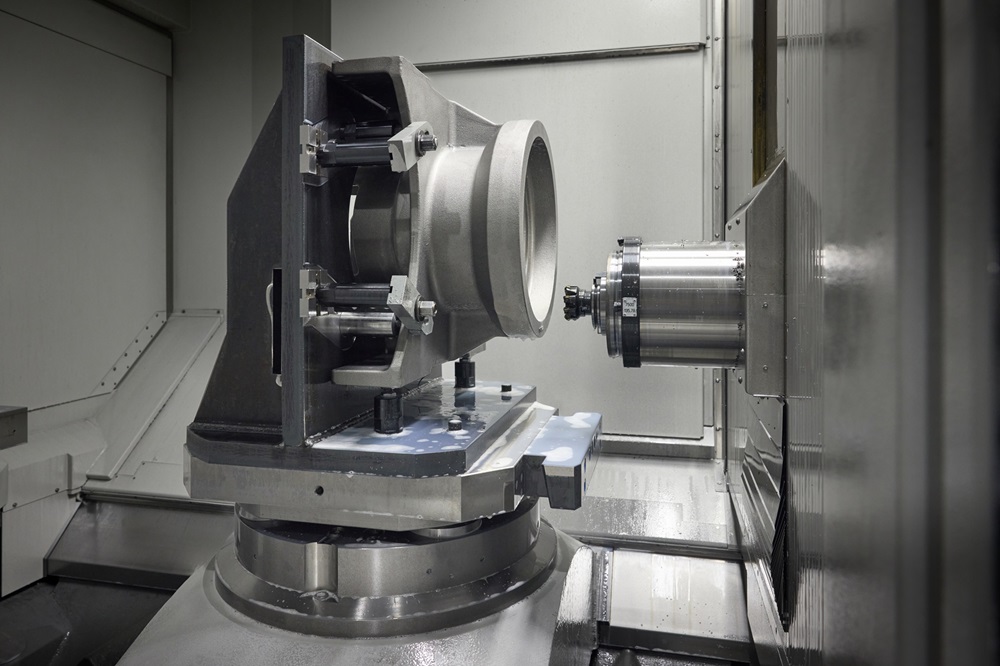
This was also the case in 2018 when the entrepreneur started automated production with the then newly developed Heckert H50 compact machining centre with an integrated six-pallet system. In 2022, Pentzold and his team invested in a Heckert HEC 630, automated with an Erowa Loadmaster shelving system with 21 pallets.
It is a significant purchase in every respect. The HEC 630 works with 630 mm pallets and produces components up to 1500 kg in weight, up to 1550 mm in diameter and up to 1250 mm in height.
More information www.starrag.com









