Mills CNC has introduced a range of simultaneous five-axis machining centres into the UK market. The second-generation DVF 5000 series, successor to the original series introduced in 2018, builds on the success of its predecessor through improved accuracy, faster processing speed and greater machining flexibility.
Faster X-, Y-and X-axis rapids (42 m/min) and 0.4 g acceleration/deceleration rates combine with increased B- and C-axis rotation speeds (25 rpm) and impressive tool-to-tool changeover times of 1.3 seconds to reduce part cycle times and increase throughput.
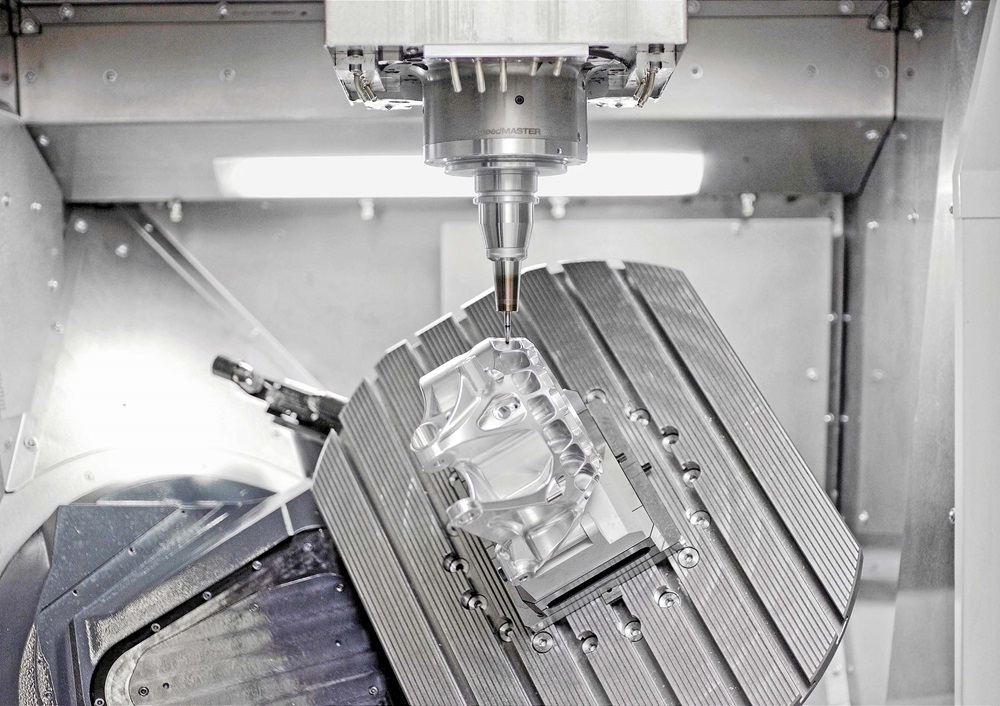
Standard second-generation machines are equipped with a directly-coupled 18.5 kW/15,000 rpm spindle capable of processing a diverse range of materials in double-quick time. To increase machining capabilities, built-in high-torque 30 kW/15,000 rpm/230 Nm or high-speed 37 kW/20,000 rpm options are available.
Irrespective of the spindle type selected, all options feature advanced oil-cooling which, working in conjunction with strategically located sensors on/in the spindle head, column and bed, monitor thermal displacement throughout the machining process. Automatic parameter adjustment minimises the effects of thermal expansion and drift.
The incorporation of precision roller-type LM guideways and high-accuracy 0.0001° B- and C-axis rotational mechanisms, with the optional IKC (Intelligent Kinematic Compensation) system to monitor and adjust rotary axis errors, guarantees precision even over extended use and lengthy machining runs.
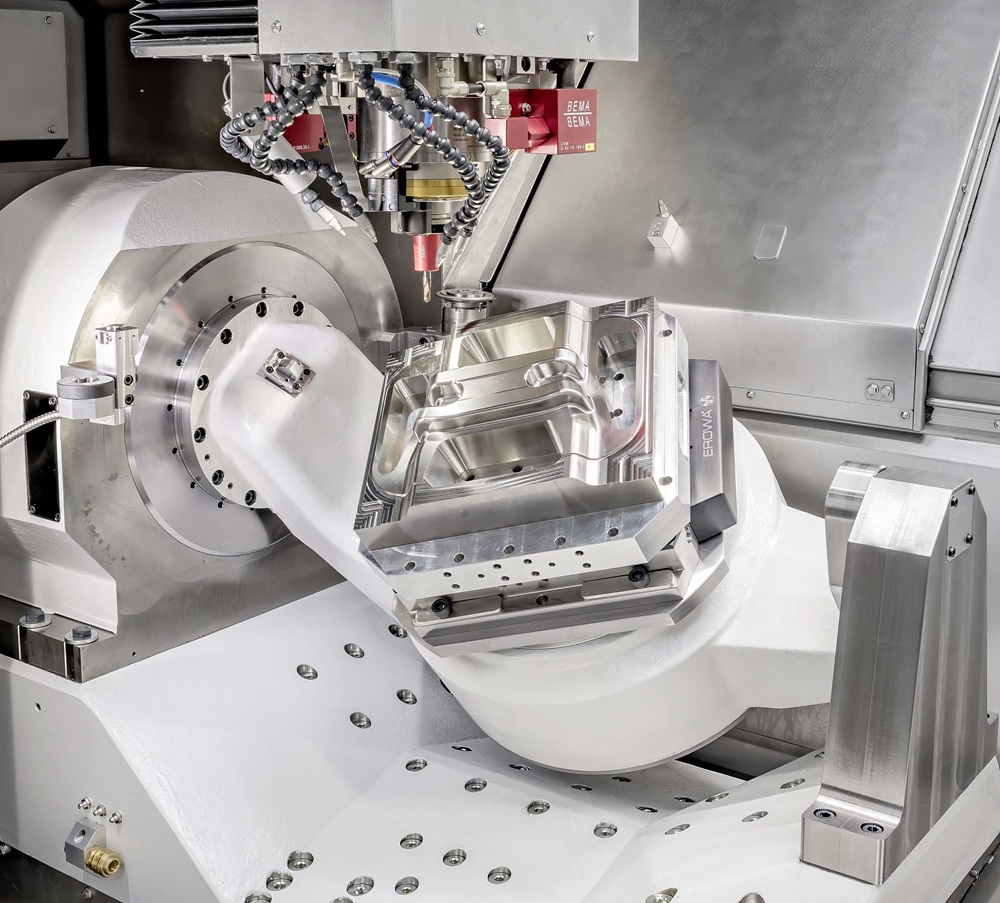
DVF 5000 second-generation machines can handle larger workpieces than their predecessors and feature 630 mm diameter rotary-tilting tables that accommodate workpieces up to 600 mm in diameter and 500 mm in height. There is also a 26% increase in table size, a 32% increase in the machining envelope available, and a 20% increase in X-, Y- and Z-axis travels.
More information www.millscnc.co.uk