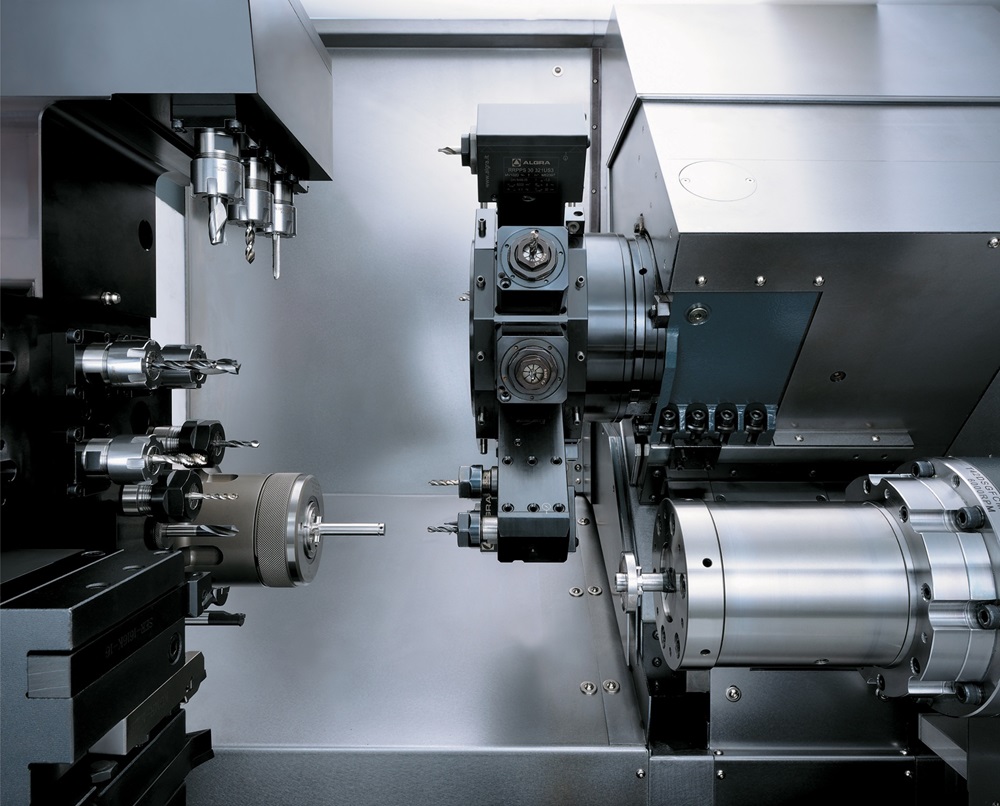
When the turning department at Merseyside-based G-Tech Engineering was having difficulty keeping pace with demand, the company recognised it needed to reduce cycle times and lead times, and add one-hit machining that could take place lights-out. The answer to these dilemmas arrived in the shape of a Nakamura-Tome AS200LMSY turn-mill centre from the Engineering Technology Group (ETG).
As a high-precision subcontract machine shop, G-Tech Engineering has a host of machine tools from a variety of vendors, but two stand-out machinesinclude a 30+ year-old Nakamura TW10 and an ageing Nakamura WT150. Both purchased second-hand, these machines justify their place on the shop floor as they still retain their precision, productivity levels and reliability. So, when it came to buying a new machine, it was an obvious choice for the Wirral company.
Andy Kirkwood,senior production engineer at G-Tech Engineering, says: “We needed to replace a reliable but ageing two-axis chucking turning centre with something more up-to-date. We selected a Nakamura-Tome AS200LMSY to join our already mission-critical Nakamura TW10 and WT150 multi-axis turning centres.”
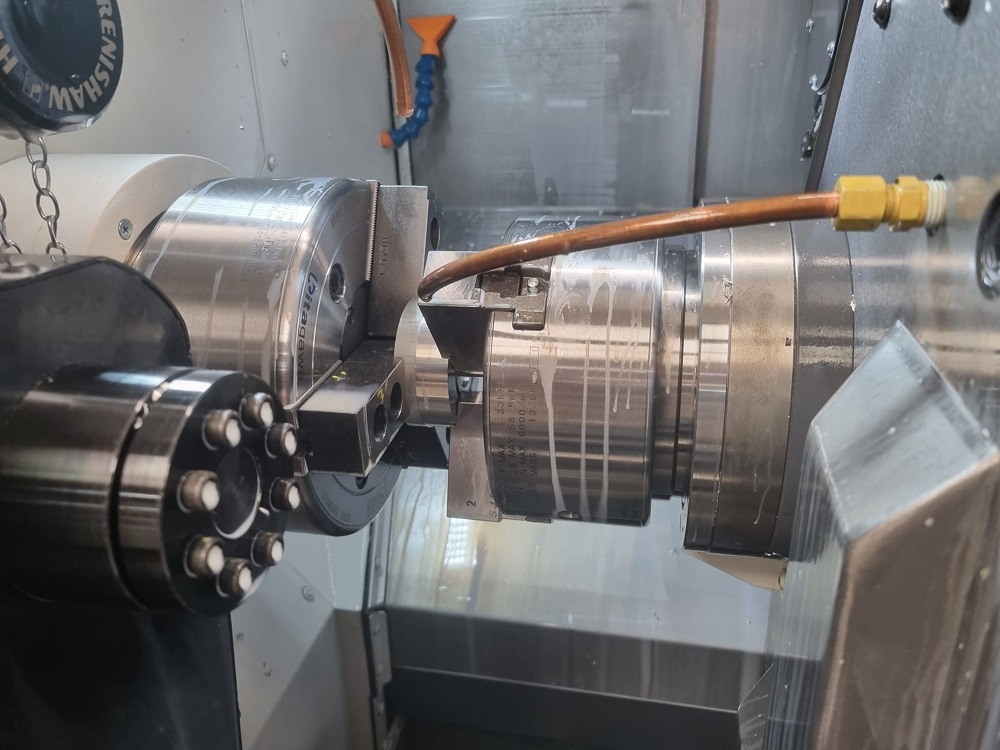
Undertaking a lot more one-hit machining of parts, the new Nakamura-Tome AS200LMSY saves both time and labour.
“It also allows us to maintain demanding geometric tolerances consistently and repeatably, such as flatness concentricity of less than 0.03mm between spindle transfers over a diameter of 150mm,” says Kirkwood. “Another new feature proving invaluable is the Y-axis travel of 80mm (±40mm). This is excellent for the footprint of the workstation and saves us time by enabling us to complete a lot more milling operations in the same set-up, reducing the need for secondary milling operations.”
More information www.engtechgroup.com