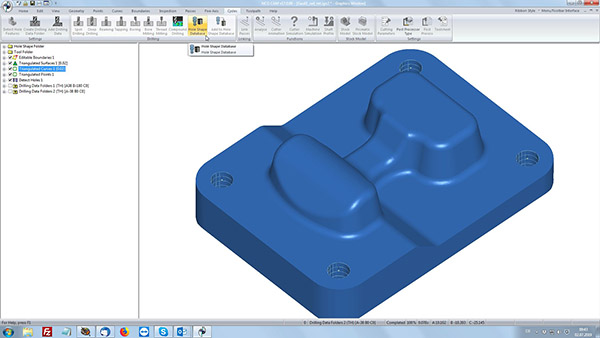
CGTech demonstrated the highlights of its new Vericut version 9.0 during EMO 2019 last week. The latest version includes several enhancements to improve performance and efficiency. For instance, users can now save time by having immediate access to the workpiece view, machine view, or both.

In addition, users can see important functions (such as Cut, X-Caliper, and Auto-Diff) in each view. Also introduced is easy switching between workpiece and machine view, layouts and docking functions, as is the ability to automatically configure Vericut for optimisation with improved connectivity to tooling sites and cloud sources.
“Vericut 9.0’s completely new graphics display raises the bar for graphing and simplifies operation in all views,” says CGTech Ltd managing director Tony Shrewsbury. “In version 9.0, there’s far more flexibility to show or hide machines and components, along with enhanced cutting features and better transparency, and most users will experience significant performance improvements – even in the free Vericut reviewer app.”
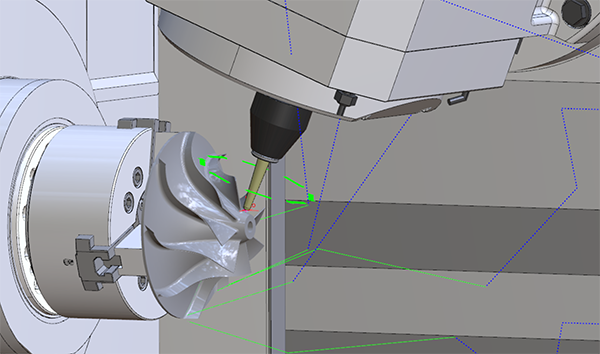
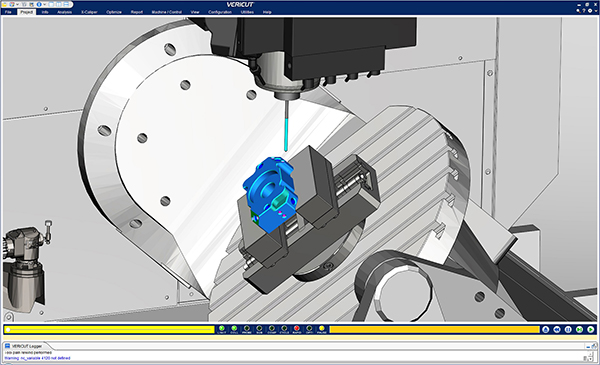
At EMO, CGTech also introduced updates to the Vericut Force optimisation module. Vericut + Force offers an integrated simulation optimisation solution that reduces machining times and increases the life of the machine and tooling, says the company. All NC programs, whether new or old, can be Force-optimised to work as efficiently and safely as possible. Force is available for all milling, turning and mill-turn machines. During EMO, CGTech gave exclusive Force presentations on its LED screen every day, on the hour.
For further information www.cgtech.co.uk