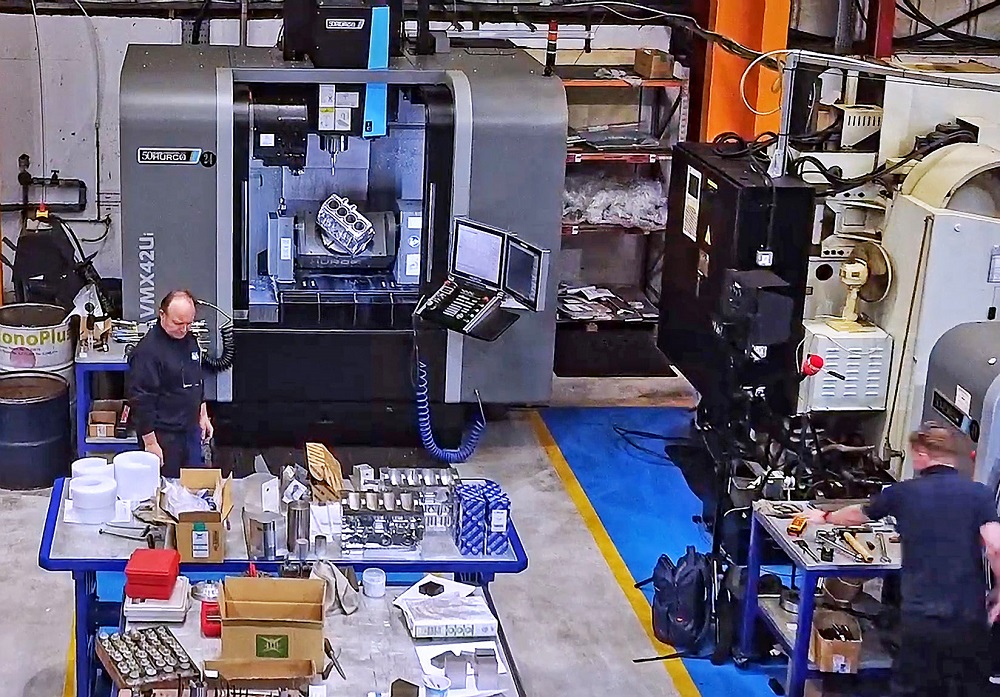
The original engine of the A-series Classic Mini included a 32 kg cast iron block. Imagine the improved performance if the latest advances in engine technology were applied today. This is what inspired Smethwick-based subcontractor A&M EDM to create its own engine, a road-race version with a block machined from solid aluminium weighing just 20.55 kg with end caps fitted. The machining of nearly all engine parts takes place on Hurco machine tools, of which there are 27 on the shop floor, including three-, four- and five-axis vertical machining centres.
A Hurco VMX42Ui five-axis VMC performs block machining, while the crankshaft is produced from a solid billet using the swivelling B-axis of a Hurco VMX60SRTi VMC synchronised with the motions of a Kitagawa GT320 rotary 4th-axis table. The initial engine design was for the front-wheel-drive, transverse engine layout of the Mini, but a crankshaft is also suitable for an in-line engine. So, with adapter plates it can serve sports cars with rear-wheel drive, such as the Austin-Healey or MG Midget.
The engine is the brainchild of Gary Surman, previously technical director at A&M EDM, who says: “The accuracy and surface finish we achieve on the Hurco machines are excellent. Roughing speeds are high at 12 m/min, while finishing with a ball-nose mill is at about 2.5 m/min. The programs for machining the block have been linked, so it can be left overnight for unattended machining.”
Ascaso A+5 engines of different capacities are also available – 998 and 1171 cc – for both the BMW K16V and 12G940 heads. The future for all of them looks bright, as there are thousands of Mini enthusiasts worldwide. Moreover, the engine’s ability to power rear-wheel-drive cars dramatically extends its potential.
For further information www.hurco.co.uk