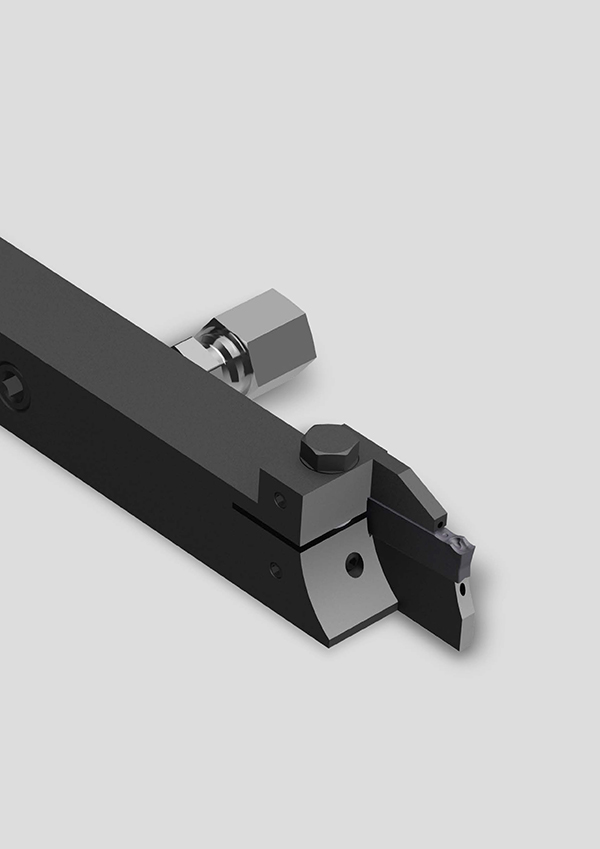
The Evocut-Line parting system has been introduced to the UK market by Floyd Automatic Tooling. This parting and grooving product from Switzerland-based Applitec incorporates a compact design, simplified insert changeovers and compatibility with platen-type tooling configurations. According to Floyd Automatic, the system is suited to use in compact work envelopes, such as those found in sliding-head turning centres.

Evocut-Line is available with the H series monobloc tool holder, the H Jet series with integrated through-coolant supply, and the HK, HK-RS, HUK and HM designation of parting-off blades. Applitec’s Evocut HK series is a generic parting-off blade, whereas the HK-RS incorporates a recess for sub-spindle access. HUK blades have been designed for upside-down parting, while the HM is a short-length, modular-blade system.
The H-series and H Jet series tool holders are available with 10, 12, 16 and 20 mm square shanks to accommodate everything from compact tool platens in sliding-head turning centres, through to more robust fixed-head machine tooling platforms.
Applitec’s Evocut-Line is offered in four insert widths of 1.5, 2, 2.5 and 3 mm that are capable of machining up to a maximum 44 mm depth of cut. These ET15, ET20, ET30 and ET40 designations are available with Applitec’s U, J, T and A-style geometries that are said to improve speeds, feeds, material removal flow and surface finishes, while catering to the specific characteristics of various material types, including stainless steel, carbon and alloy steel, titanium, aluminium alloy, copper, bronze, and plastics.
The respective insert dimensions and geometries are available with no fewer than six grades, which include PVD and CVD-coated inserts, as well as uncoated grades for non-ferrous materials. An option is available for high-pressure coolant delivery.
For further information www.floydautomatic.co.uk