Walter Schumacher and his son Stefan run German company Walter Schumacher Impuls Technik GmbH (SIT), which specialises in the development and production of special valves and stand-alone valve solutions. The company’s product range includes valves for all types of media, ranging from high-vacuum valves to high-pressure valves rated up to 800 bar.
One special solution made from aluminium consists of several helium valves, various sensors, pressure relief valves and throttles. To achieve the required functionality for the application, the quality of the mating surfaces has to be between Ra 0.012 and 0.014 µm (12 to 14 nm) to ensure an effective seal. SIT is achieving this outcome without the need for polishing using a Mazak turn-mill centre featuring a bespoke work-holding attachment and a diamond cutting tool from Horn.
Walter Schumacher says: “Sealing hydraulic valves that are subject to oil pressures of around 450 bar is relatively simple. However, valves for controlling the flow of helium or other gases have to tolerate pressures up to 800 bar, and manufacturing them is technically a very difficult challenge that not many people want to take on.”
Before transitioning to the new production process, SIT relied on a specially developed polishing procedure to finish the valve blocks after machining. However, the time and labour entailed encouraged the manufacturer to optimise the machining of the valve surfaces. After a move to new company headquarters in Bretzfeld, investment in a new turn-mill centre had reached the planning stage, but the machine supplier was yet to be chosen.
“We approached a few potential suppliers with our requirements,” states Stefan Schumacher. “Mazak immediately expressed a high level of interest and proposed a complete valve-block machining solution based on an Integrex i-200ST.”
Stefan Schumacher says that the machine is rigid and stable, and that the spindle runs smoothly, with low vibration. In addition, Mazak and another partner designed a work-holding attachment for the 300 mm long by 110 mm wide by 30 mm high valve block. The attachment mounts directly on the spindle flange in place of the chuck, reducing the number of set-ups from nine to two.
With the machine concept decided, the next step was planning the cutting tools.
Horn product manager Jürgen Schmid recalls: “After initial contact had been made and the machining task outlined, it quickly became clear to me that the finishing process should be performed using our DTM milling system.”
SIT also considered an alternative tool manufacturer. However, Horn was successful in achieving the required result at the first attempt, while the other manufacturer needed three tries.
“This made our choice clear, not only because we were immediately satisfied with the result, but also because of how impressed we were by the tooling company’s expertise,” explains Walter Schumacher. “We also use other tool systems from Horn and are very happy with them.”
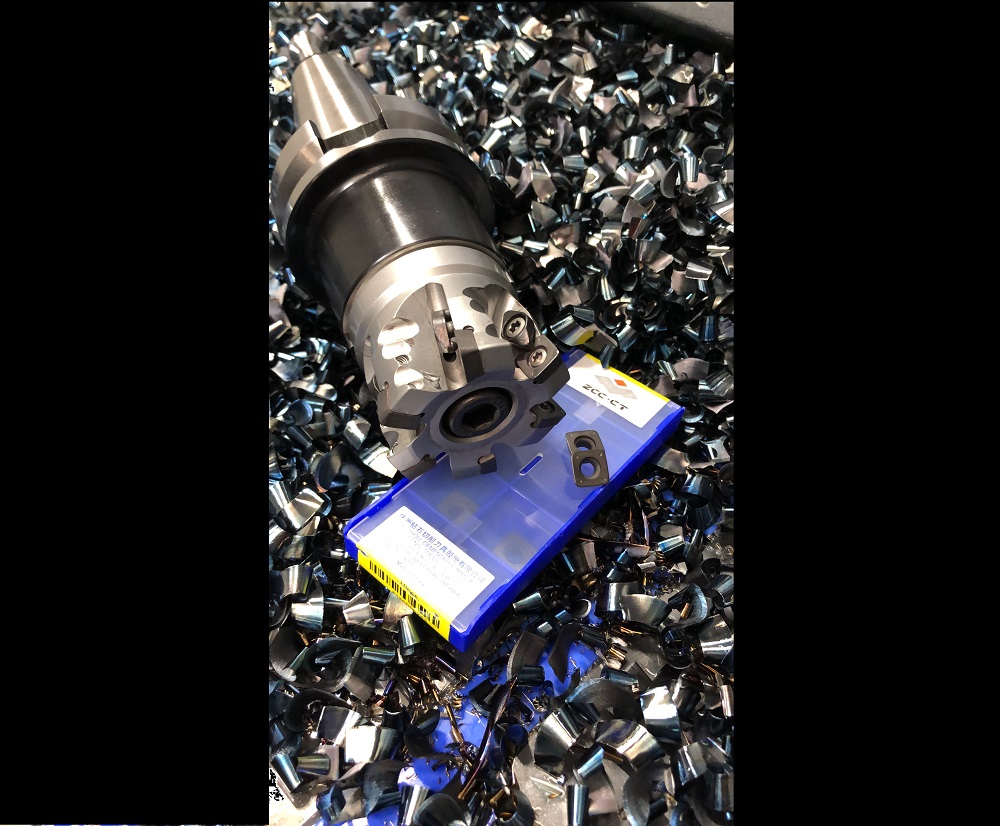
The tool is a 125 mm diameter face mill with six insert pockets but only two cutting edges. A polycrystalline diamond-tipped pre-cutting insert achieves a defined allowance of 0.02 mm, while a monocrystalline diamond-tipped insert mounted opposite in the cutter body finishes the surface. Carbide balancing inserts occupy the four other seats but are not involved in the machining.
Horn finely balances the tool to ensure it runs without vibration. It is possible to finely position the inserts in the DTM body (in the axial direction) via an adjusting screw. Every 10° rotation moves the insert by 0.01 mm, which allows users to adjust the axial run-out of the individual cutting edges with high precision. An internal coolant supply ensures targeted cooling of the contact zone and enables efficient chip removal. The low mass of the aluminium tool body protects the milling spindle and reduces energy consumption compared with using a steel body.
Schmid says: “One difficulty was the large number of holes pre-drilled into the surface to be milled. Necessarily, high-polish milling must be the final machining operation, as otherwise very fine chips from drilling, reaming and thread milling would damage the reflective mirror surface. Even fingerprints can render the sealing surface unusable.”
The interrupted cut across the drilled holes posed no problem for the Horn tool. During processing, the milling cutter moves once longitudinally over the workpiece at a rotational speed (N) of 5000 rpm and with a feed rate (Vf) of 500 mm/min, while cutting speed (Vc) is 1960 m/min. To reduce re-cutting of chips, the tool is set at a minimum lead angle of 0.008°. A commercially available emulsion provides the coolant.
“We’re very satisfied with the performance of the Horn tool,” states Stefan Schumacher. “In series production, we achieve surface qualities between Ra 0.012 and 0.014 µm.”
Concludes Schmid: “Craftsmanship is required for producing our monocrystalline diamond cutting edges, which are ground by hand to achieve a high-polish machined surface. An air-bearing grinding table with a top made of granite provides optimal conditions. The cutting edge must be absolutely free from imperfections when optically inspected under a microscope at 200x magnification.”
For further information www.phorn.co.uk