Having worked for several years at two of Scotland’s leading bagpipe manufacturers, Geordie Hunter decided in 2014 that the time was right for him to become his own boss.
Hunter duly started his business, Maverick Ltd, in a small industrial unit with a manual lathe producing practice chanters, an essential accessory for any budding or experienced bagpipe player.
As the only manufacturer of coloured chanters, Maverick’s reputation grew and sales both in the home market and overseas – to countries such as the USA, Canada, New Zealand, Germany and Denmark – quickly developed. With the increase in business it became obvious that further investment would have to be made to keep up with demand, a notion which saw the arrival in May 2018 of an XYZ SLX 1630 ProTURN lathe.
The immediate impact of the SLX lathe was that much of the subcontracted work could be brought back in-house, with lead times now virtually non-existent for machining parts. With the arrival of this XYZ lathe, Hunter was able to expand further by taking on his first employee to help with some of the initial manufacturing processes, such as blocking out the laminate for turning.
“One major advantage of the XYZ SLX lathe is the time it gives back to me; it is the equivalent of having another full-time member of staff, but at half the cost,” he says. “Without the SLX lathe I couldn’t have developed the business in the way I have. The subcontract turning we are now taking on is growing to such an extent that it almost matches the turnover from the chanter work, which is great from a business sense as we are no longer reliant on a single market.”
For further information www.xyzmachinetools.com
Yamazaki Mazak (stand J220) will be exhibiting its Integrex i-400S multi-tasking machining centre, which features a newly designed 1500 mm machining bed, offering higher performance machining and greater workpiece capacity than any other multi-tasking machines in its size range, says the company.
At the heart of the machine is a 30 kW, 3300 rpm main spindle, supported by a 26 kW 4000 rpm second spindle, which combine to machine workpieces up to 658 mm in diameter and 1519 mm in length.
The Integrex i-400S is equipped with the company’s SmoothX CNC, which not only contributes to improved cycle times, but can reduce programming and set-up times, it is claimed. Alan Mucklow, managing director UK and Ireland sales division at Yamazaki Mazak, says: “Our Integrex i-400S combines the capabilities of a high-powered turning centre and full-function machining centre to produce a range of complex parts, from fully prismatic to round or highly contoured components, in a single set-up. The i-400S can be used across small batch prototype work, in addition to volume production.”
For further information www.mazakeu.co.uk
GF Machining Solutions has supplied Renault F1 Team with two bespoke five-axis machining centres for the accurate and safe machining of epoxy resin patterns, carbon fibre reinforced plastic (CFRP) parts and Rohacell foam core components.
To cope with the different demands of machining composite materials, both machines were significantly modified and supplied with integrated, high-efficiency extraction systems, as well as fully enclosed and sealed working areas. The machine modifications were implemented seamlessly as part of the long-standing technical partnership agreement that exists between the two companies.
The two Mikron HPM 1350U machines have been installed at Renault F1 Team’s manufacturing facility in Enstone, Oxfordshire, within the team’s expanding Composites Department. Both machines were acquired, initially, to machine high-precision patterns (made from epoxy resin tooling board), which are used to make moulds for CFRP body parts.
However, owing to the machines’ versatility and performance attributes, the HPM 1350Us are also being used (now) to machine carbon inserts, and Rohacell foam (used as a structural filler to strengthen CFRP parts), as well as a range of jigs and fixtures.
The decision to invest in the two Mikron HPM 1350U machines was made as a direct result of accuracy issues being experienced in Renault F1 Team’s Composites Department, and the inability of existing equipment to meet increasingly stringent part precision requirements.
Explains Renault F1 Team’s composites manager Keith Dunsby: “We are committed to continuous improvement and striving for excellence. So, when it became apparent to us in 2016 that two of our machines were not able to meet the accuracy and repeatability requirements demanded by our design engineers, we acted quickly to rectify the situation.
“Since being installed, the machines have been working around the clock – including at weekends – and haven’t missed a beat. From struggling to hit 0.5 mm positional accuracies previously, we are now, since investing in the HPM 1350U machines, achieving 0.1 mm accuracies or better.”
The working envelope of the HPM 1350U machines (1350 x 1150 x 700 mm) enables Renault F1 Team to machine a majority (up to 60%) of these parts. For larger components, like the car chassis itself or a rear crash structure, Renault F1 Team relies on big gantry-type machines with a 4 x 3 m working area.
Renault F1 Team has a long-established technical partnership agreement with GF Machining Solutions. The partnership has been instrumental in Renault F1 Team investing, over recent years, in a number of AgieCharmilles wire and die-sink EDM machines, and Mikron five-axis machining centres. To address the accuracy issues being experienced in the Composites Department it was therefore natural that Renault F1 Team first approached GF Machining Solutions.
Explains Richard Ferguson, Renault F1 Team’s composites supervisor: “This was, to all intents and purposes, a different requirement in that previously, the Mikron machines acquired for the machine shop were for machining metal components. We explained the issues and our requirements to GF Machining Solutions and they recommended the HPM 1350U machines for their size, power, versatility and performance, but with a number of significant modifications to make them more suitable for machining composite parts.”
These modifications included the integration of a high-efficiency extraction system
on the table of the machines.
“Machining carbon fibre composites and Rohacell foam essentially creates a significant amount of dust,” says Ferguson. “This dust needs to be removed quickly and safely from the interior of the machine and the wider machining area and environment. Positioning the extraction units on the tables delivered an effective and optimal solution.”
The modifications to the HPM 1350U machines also included the removal of the swarf conveyors, enclosing the Y-axes and providing additional guarding to prevent dust ingress and escape. A final modification on both machines was the inclusion and integration of the more advanced Renishaw RMP600 – a compact workpiece probing system featuring radio signal transmission which, working in conjunction with Renault F1 Team’s MSP software, ensures improved process reliability, faster and more accurate set-ups, and reduced scrap.
Says Dunsby: “The customisation of the HPM 1350 machines demonstrates the power of the positive partnership, and the way in which specific needs can be quickly addressed and solved through collaboration, and by thinking outside the box.” Carlos Sainz Jr (ESP) Renault Sport F1 Team RS18. Japanese Grand Prix, Friday 5th October 2018. Suzuka, Japan.
The HPM 1350U machines’ arrival has enabled the Composites Department to improve its own productivity, as well as having a direct and positive impact on Renault F1 Team’s performance. The team finished fourth in the 2018 season’s Constructors’ Championship – two places higher than in 2017.
“Our HPM 1350U machines are reliable high-performance machines,” concludes Dunsby. “They are equipped with high-torque spindles that enable us to ramp-up feed rates and achieve big depths of cut which, as a result, have helped us improve our productivity levels, reduce part cycle times and meet tight lead times.
“The configuration of the machines also has a positive impact on productivity [and accuracy] as complex and intricate parts can be machined in fewer set-ups using 3+2 and full simultaneous five-axis machining operations,” he continues. “Although initially acquired to machine bodywork patterns, the machines’ versatility and all-round performance has meant that they are being used to machine a wide range and variety of parts, which has clearly resulted in a better ROI than was originally imagined.”
For further information www.gfms.com
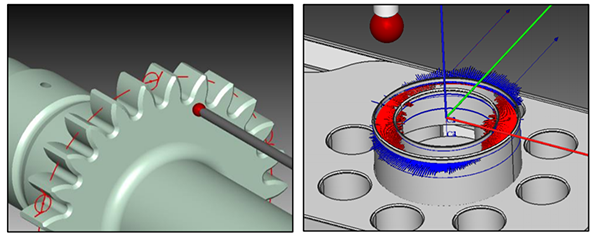
To perform the complex mathematical calculations required for metrology-based, real-time adaptive control of CNC machining processes, powerful CMM software needs to be directly integrated within the manufacturing system.
CappsNC, from Applied Automation Software, an adaptation of CappsDMIS CMM software, has been developed to program any machining centre so that it can perform advanced measurement, metrology and GD&T calculations using the standard DMIS language. Offline programming, with automatic collision avoidance and five-axis toolpath generation, allows the programming of all machine configurations, including multi-axis mill-turn machines.
A CAM style programming environment with realistic machine tool virtual model, simulation capabilities, automatic path generation with collision avoidance, and complete geometrical fitting and tolerancing functionality, are embedded within the CappsNC programming environment. Multi-view graphics with an intuitive UI programming environment make it simple to create measuring programs for any machine tool configurations.
CappsNC also connects with a comprehensive library of machine tool controllers, providing a real-time direct interface: a G-code program is generated from the DMIS measuring program. CappsNC graphics displays live 3D simulation of the measurement process with calculations performed as soon as measured data is collected. The calculated metrology characteristics, such as best-fitting the data set to a CAD model, are integral to ‘on-the-fly’ decision making. These are written back to the machine tool CNC as a part of the adaptive control cycle.
AAS says that CappsNC is an independent measuring probe brand that uses its own generated macros and can work with existing installed machine tool probes.
For further information www.aat3d.com
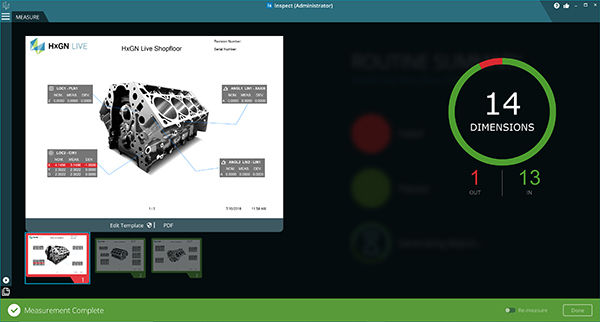
Hexagon’s Manufacturing Intelligence division recently launched PC-DMIS 2018 R2, the latest edition of its measurement software.
PC-DMIS 2018 R2 introduces a new reporting workflow, making it easier than ever to create customised reports with simple drag and drop functionality and an intuitive slideshow-style interface. A new QuickPath tool expands on existing QuickFeature functionality to simplify feature creation with a safe path. PC-DMIS 2018 R2 also introduces the ability to add run charts from qs-STAT into the PC-DMIS report.
Improved probe utility allows users to mark favourite tip configurations, create required tip angles by simply clicking on CAD, and buy replacements with shopping cart tools; a new e-Store is coming soon to hexagonmi.com. Improvements in the use of lasers, specifically for path creation and offline programming, also feature in the latest release.
“PC-DMIS 2018 R2 continues the recent trend towards maximising productivity in the three major metrology tasks: creation, execution and collaboration,” states Ken Woodbine, product line manager for Metrology Software at Hexagon Manufacturing Intelligence. “Creating measurement routines is even simpler and more intuitive with the addition of both QuickPath for adding motion in ‘walk up and measure’ applications, and the offline path visualisation and simulation for laser probes. Execution is also streamlined with improvements to our ‘Inspect’ module, making it easier to control access to routines, and for operators to search and find routines and reports.
“Collaboration is the ‘why’ of metrology, and PC-DMIS continues to work seamlessly with even more measurement devices and sensors,” he continues. “In addition, the introduction of Q-DAS run chart integration and ‘Shopshot’ offers a fuller picture of production processes.”
For further information www.hexagonmi.com