Based in Sutton-in-Ashfield, Nottinghamshire, R&D Leverage provides technical solutions to the European plastic packaging industry. The busy company serves a wide range of demanding sectors, including the food and beverage, medical, cosmetics, household and personal care markets.
The work of R&D Leverage UK, together with that of R&D Leverage USA, has enabled the business to develop into one of the foremost providers of quality tooling for the world’s packaging industries. At its UK plant, the company produces single-stage, injection stretch blow mould (ISBM) tooling for PET containers.

Certified to BS EN ISO 9001:2000, R&D Leverage UK is equipped with a range of innovative design, production and inspection aids that help ensure the delivery of on-time, on-budget moulds. For instance, the company’s machine tools are used to deliver the quality and accuracy required by customers. Indeed, R&D Leverage UK believes that purchasing the best available, most productive machines provides the levels of efficiency that enables it to compete in what is a fiercely competitive sector. This philosophy is reflected in the company’s most recently installed machine, a Studer S31 cylindrical grinder from Micronz, the second such model on site.
Having been delighted with the performance of the company’s first Studer S31, ever-increasing demand for the company’s moulds recently prompted the purchase of a second machine from the Swiss manufacturer.
R&D Leverage UK’s managing director Alan Tolley says: “From our high-tech Sutton-in-Ashfield plant we are a complete solution provider for a wide range of packaging sectors across Europe and beyond. We’ve established an excellent reputation for the reliability of our products and for our use of the best available technology. When investing in machine tools, our aim is to maintain high quality standards and, mindful of our constant quest for further efficiencies, to enable the manufacture of our moulds to be achieved faster than before.
“Before purchasing our first Studer S31 grinder we searched for a machine that would satisfy both our quality and our efficiency requirements,” he continues. “Having witnessed demonstrations of several suitable machines, we decided that the Studer S31 ticked all of our boxes. We specified the machine to match our exact needs and, given the good reputation of the Studer brand, we were pleasantly surprised that the supplied quote was very close to the cost of other, less capable grinders.
“Following its installation, the ease of use of our first Studer grinder meant that it was soon turning-out the promised volumes of ground components with excellent dimensional and surface-finish characteristics. Since this time, the grinder has maintained it impressive performance and has proven to be extremely reliable.
“When demand for ground parts recently increased further, our positive experience with the first S31 and the excellent service we received from Studer UK agent Micronz, meant that we remained loyal to the brand. Once again, we were able to work closely with Mark Maurice, the owner of Micronz to specify a Studer S31 grinder that matched our evolving needs. Now fully operational, our new S31 is today producing the expected high volumes of premium quality ground components and has removed the potential for bottlenecks in our grinding department.”

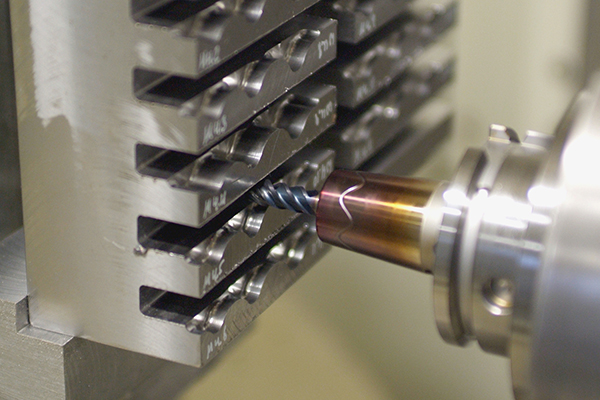
The compact Studer S31 CNC universal cylindrical grinding machine, as purchased by R&D Leverage, is designed for the grinding of medium-sized workpieces with external and internal grinding in a single clamping. S31 grinders are able to grind workpieces in 1-off, as well as small and large batch production runs. Furthermore, the S31 can be adapted precisely to the demands placed on it; flexibility that is said to guarantee an optimal price-to-performance ratio.
Offering the ability to machine workpieces with a maximum weight of 80/120 kg, Studer’s S31 has distances between centres of 650/1000 mm, a centre height of 175 mm and
a grinding wheel diameter of
500 mm.
The machine’s solid Granitan base forms the bed of a cylindrical grinding machine that is equipped with quality components. In addition, the material structure developed by Studer, which has proven its quality over many years, is produced at the company’s own plant in Thun, Switzerland. The good cushioning behaviour of the S31’s machine base ensures surface quality of the ground workpieces and an increased service life of grinding wheels, further reducing downtime.
Studer’s S31 has a full enclosure that allows the use of emulsions or oils as cooling lubricants, while two large sliding doors provide operators with easy access. For automated, 24-hour running, handling devices can be connected via the machine’s defined loader interface.
The S31’s longitudinal and cross slides, as well as the V and flat guideways, have a non-abrasive Granitan S200 coating and are moulded directly into the machine base. These guideways offer precision throughout the machine’s entire speed range, along with with high load capacity.
A swivelling wheel-head enables the external, internal and form grinding of workpieces in a single clamping. Furthermore, the wheel-head is equipped with a water-cooled, maintenance-free motor-spindle mounted on roller bearings, featuring infinitely variable speed control. External grinding wheels with a diameter of 500 mm and a width of 63 mm are fitted to the shaft ends. High-frequency spindles with an external diameter of 120 mm are used for internal grinding.
The S31 also features a frequency-controlled, motor-driven grinding spindle for external and internal operations, while the machine’s C-axis work-head enables form and thread grinding.
Studer’s grinding software, with its ‘pictogramming’, allows less experienced users to quickly optimise the full potential of the S31. StuderGrind software is also available, enabling programming of special applications, such as form and thread grinding.
For further information www.micronz.co.uk