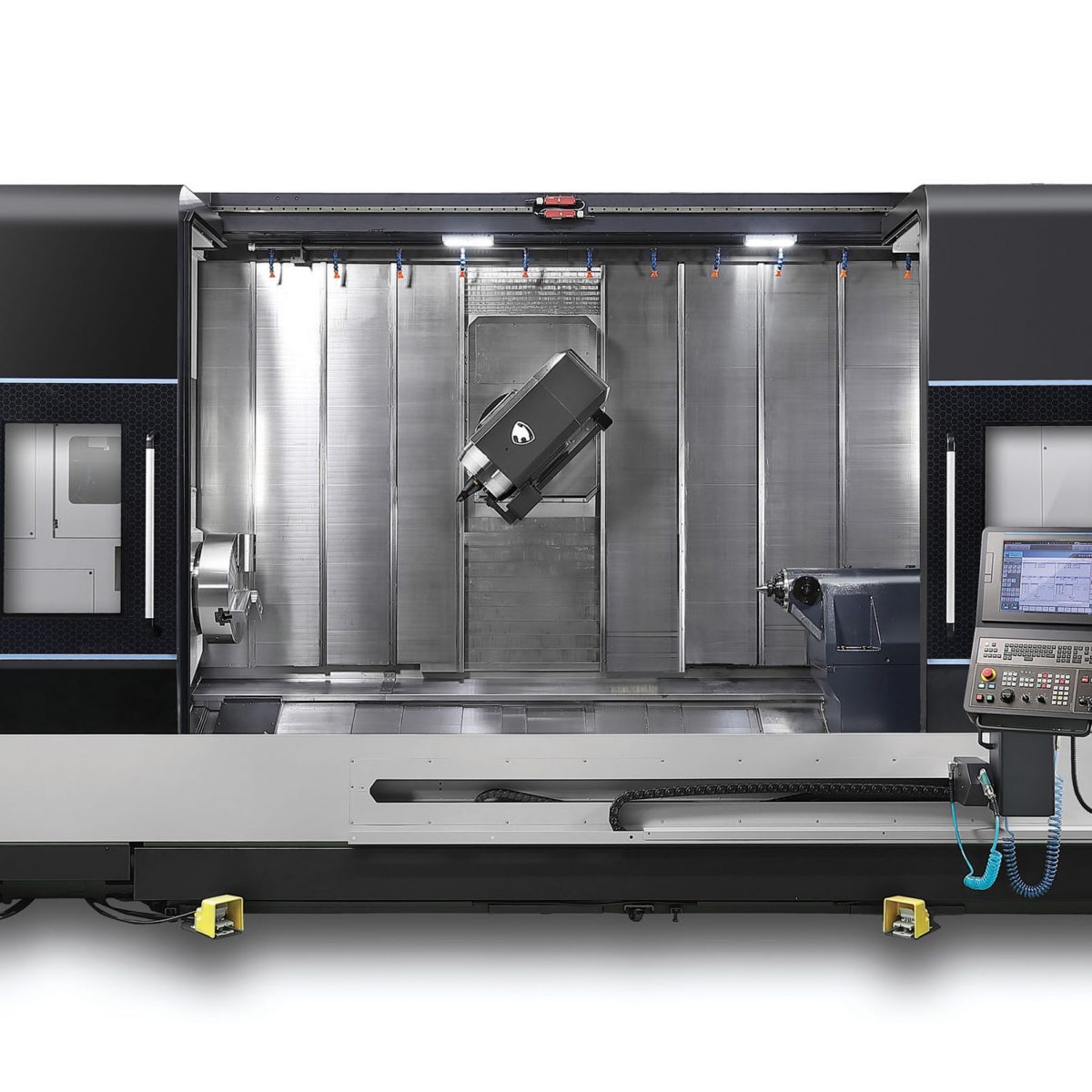
Mills CNC, the exclusive distributor of Doosan machine tools in the UK and Ireland, has introduced a range of large-capacity turn-mill machines. The Puma SMX 5100L series, the largest in Doosan’s SMX series, handles large, heavy workpieces typically found in the aerospace, energy and oil and gas sectors – machining them to completion in a single set-up.
There are four different models in the range, with the largest machines having chuck sizes up to 21”, a maximum turning diameter of 830 mm and a maximum turning length of 3050 mm.
SMX 5100LS and SMX 5100LSB machines are equipped with high-torque, built-in (left and right) spindles (up to 37 kW/2400 rpm) with 0.0001° resolution on their C axes for high-precision contouring. SMX5100L and SMX 5100LB models offer a programmable, servo-driven tailstock (instead of a sub-spindle) for the precision machining of parts such as long shafts and tubes.
All four models carry a versatile B-axis milling head (±120° stroke) that features the Capto C8 quick-change tooling system. Power is via a 37 kW motor that rotates at 10,000 rpm. The roller gear cam mechanism that drives the B axis eliminates backlash and is highly rigid, with a torque rating of up to 2700 Nm.
Ultra-fast rapid traverse rates (40 m/min), Y-axis capability (520 mm) and heavy-duty high-precision roller LM guideways further optimise productivity and performance.
The machines are also equipped with servo-driven tool changers (up to 120 tools), with the machines’ ATCs also having their own touchscreen panel for ease-of-use, efficient job set-up and better process reliability. Long boring bar and long tool magazines are available as options.
For further information
www.millscnc.co.uk