In the manufacture of demanding machined components, maintaining precision requires advanced quality control strategies and technologies, and smooth collaboration with the equipment supplier. For Purso-Tools, Mitutoyo has for many years served as the company’s trusted partner in measurement devices.Purso-Tools Oy, located in Pori on the west coast of Finland, is the world’s largest producer of camshafts for heavy industry, supplying customers such as Wärtsilä, MAN, Bergen Engines (Rolls Royce), Bosch and Caterpillar. With such a prestigious client list, uncompromising quality management is an absolute prerequisite.
Says Mika Aerikkala, production manager at Purso-Tools: “In the production of connecting rods and camshafts, we deal with tolerances measured in thousandths of a millimetre. Not a single defective part can be sent to a customer.”
The collaboration with Mitutoyo begin in the early 2010s. At that time, Purso-Tools was seeking a new CMM and found the right solution in Mitutoyo.
“Previously, we used technology from several different suppliers. Now, we practically focus on one brand: Mitutoyo,” says Aerikkala.
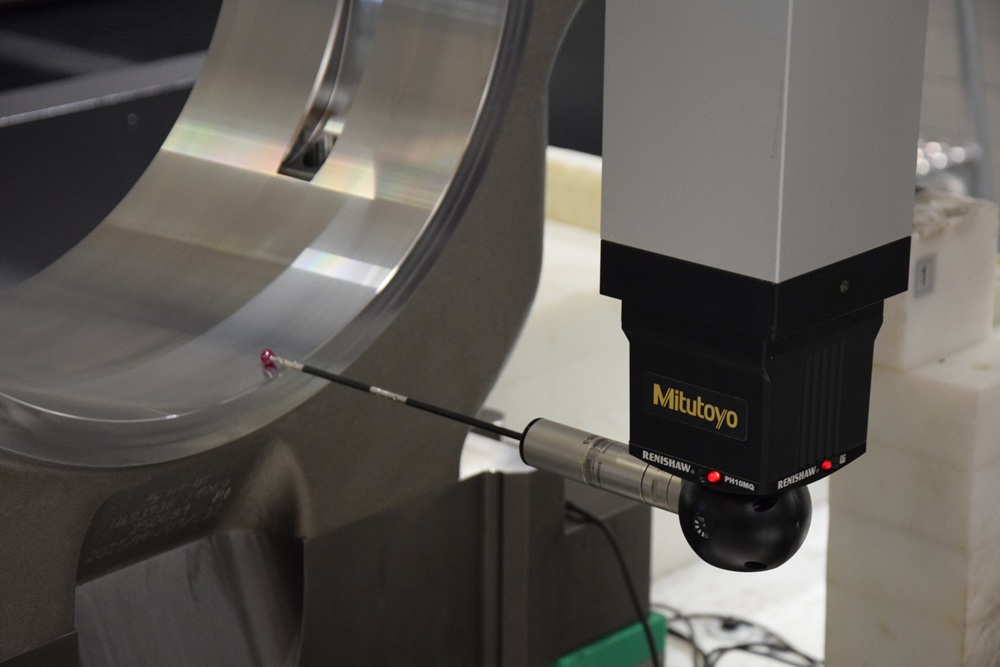
Purso-Tools currently operates three large Mitutoyo CMMs: a Crysta Apex 163012, a Crysta Apex 122010 and the latest addition, a Crysta Apex 574.
Continues Aerikkala: “All machines use the same measurement head and probe options, making them easily interchangeable in our operations. The larger machines feature the motorised indexing probe head, which adds dynamic capability and speed to the measurement process.”
In addition to its three CMMs, Purso-Tools uses a range of other Mitutoyo equipment, including surface roughness testers and handheld measuring instruments. More demanding surface roughness measurements, such as waviness analysis, take place in the metrology room using a software-driven Mitutoyo Surftest SJ-500P. Mitutoyo’s MeasurLink software handles data management, collection and analysis.
More information www.mitutoyo.eu