Aerzen has strengthened its machining capability with two further WFL M65 MillTurn centres, creating a highly automated manufacturing cell that is improving productivity, process reliability and ergonomics at its headquarters in Lower Saxony, Germany.
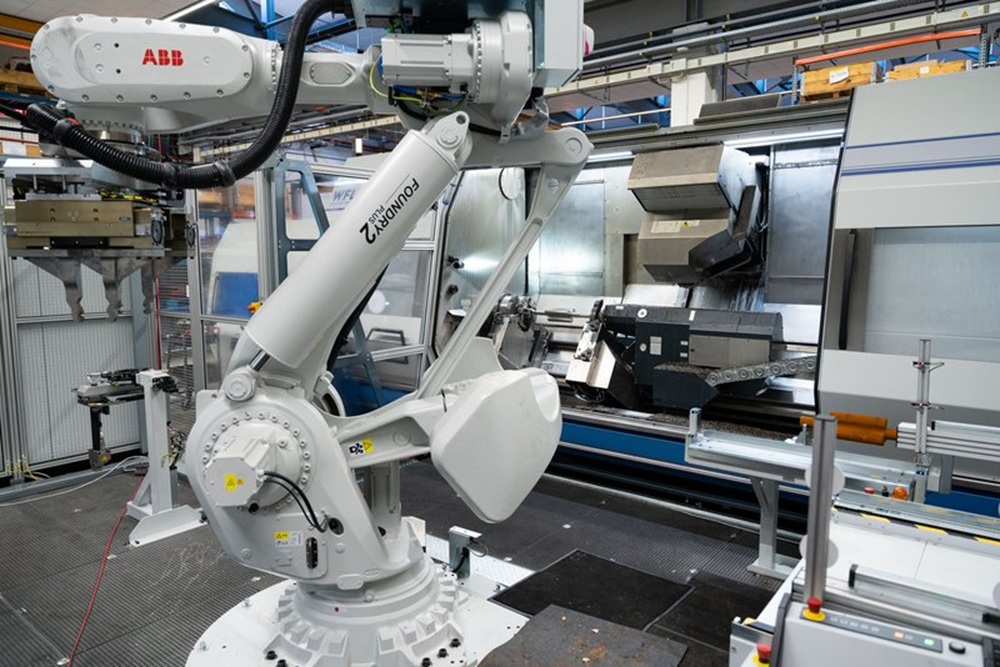
The family-owned manufacturer, which develops blowers and compressors for industries ranging from water treatment and food processing to chemical and process engineering, now operates 10 WFL M65 MillTurn machines, which combine turning and milling capabilities in a single platform. The latest investment integrates two turn-mill centres with an ABB loading robot, Kardex storage system and fully digital production workflow.
The automated cell is primarily used to manufacture rotary lobe blower rotors, processing materials including C45 steel and EN-GJS-500-7 cast iron. According to Tobias Krebs, team leader for mechanical applications, machining these components presents significant challenges due to interrupted cuts and variations in material hardness. To maintain accuracy and stability, the machines are equipped with 55 kW spindles, enabling complete machining in a single set up while consistently achieving machining tolerances of 0.02 mm.
The new cell also links directly with Aerzen’s ERP, tool management and CADCAM systems, allowing production orders, tooling and machine programs to be managed automatically. Once an operator releases a job, the robot retrieves raw components directly from standard delivery pallets using bin-picking technology before loading the machines without manual intervention.
Although automatic part positioning adds slightly to machining time, eliminating manual loading delays has significantly increased overall efficiency. The automation also reduces physical handling of heavy components weighing several hundred kilograms, improving workplace ergonomics and supporting unattended production.
Having relied on WFL technology for almost 20 years, Aerzen cites the machines’ reliability, complete-machining capability and responsive after-sales support among the reasons for its continued investment.
More information www.wfl.at