Taichung-based Hota Industrial, the largest manufacturer of drive components in Taiwan, is now using the Mando G211 mandrel from Hainbuch for producing transmission parts for electric cars. Made from low-alloy case-hardening steel at a monthly production volume of 20,000 units, the parts place high demands on both machines and tools. However, Hainbuch was able to meet Hota’s requirements, delivering in a 20% increase in productivity.
Hota and Hainbuch began collaborating in May 2021. The gear manufacturer planned to change the clamping configuration for all process steps before hardening in order to achieve higher process reliability and production quality. Drive gear manufacturing takes place on a Hartech HGH-250 gear hobbing machine. Previously, Hota used collets in the production of its helical drive gears.
“For our manufacturing process, the collets did not meet the requirements for concentricity and repeatability,” says Alex Chao, deputy head of design at Hota Industrial.
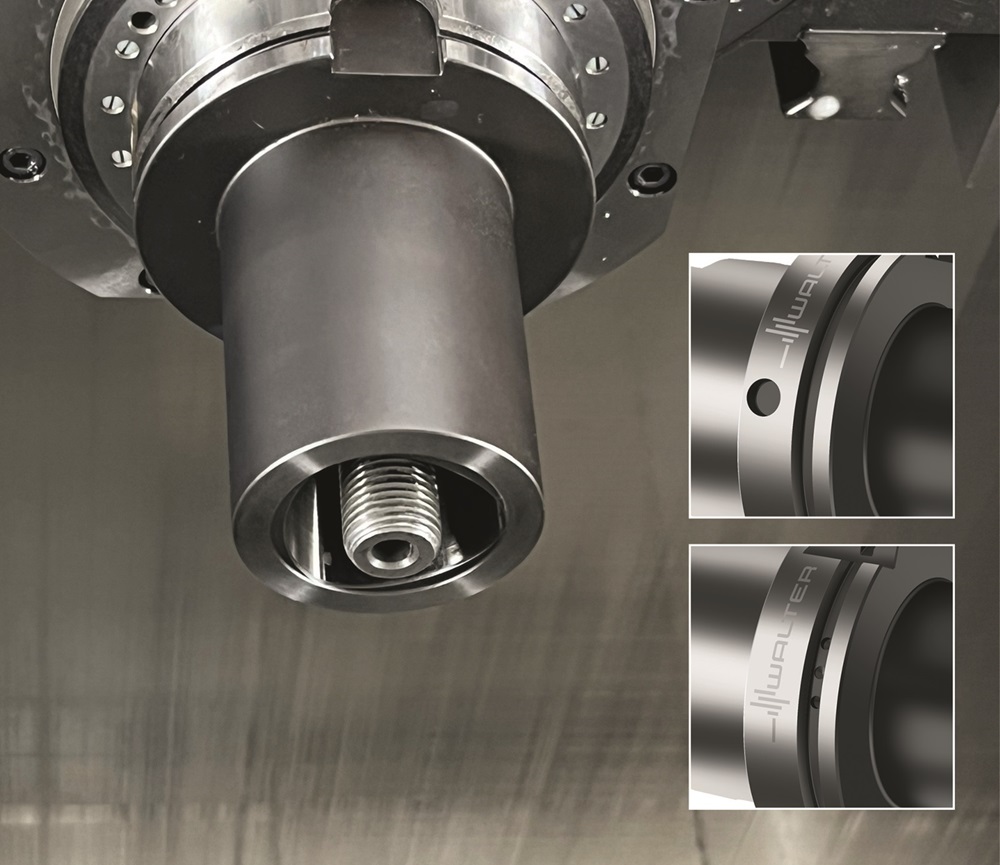
The selected Mando G211 mandrel clamps workpieces radially with pull-back effect. Depending on the mandrel size, the radial clamping force of the mandrel is 42 to 150 kN. This extremely rigid ID clamping provides the required accuracy. Integrated flushing channels keep the clamping device free of chips. Importantly, the improved process reduces the machining time per part, while simultaneously increasing tool service life.
Selecting the right work-holding technology has significantly improved the entire production process.
“We are very satisfied with the service and advice provided by the Hainbuch employees,” confirms Chao. The Mando G211 mandrel impressed with its stability, service life and good price-performance ratio. Moving forward, Hota plans to introduce the Hainbuch Mando G211 as an option for all new machines.
More information www.hainbuch.com