The demands on manufacturing companies are rising: increasing variant diversity, decreasing batch sizes, growing time and cost pressure. Hainbuch is responding to this development with a consistently expanded product portfolio. The company presented innovative solutions atSeptember’sEMO 2025 exhibition in Hanover that help to make production more flexible and economical or to completely automate processes.
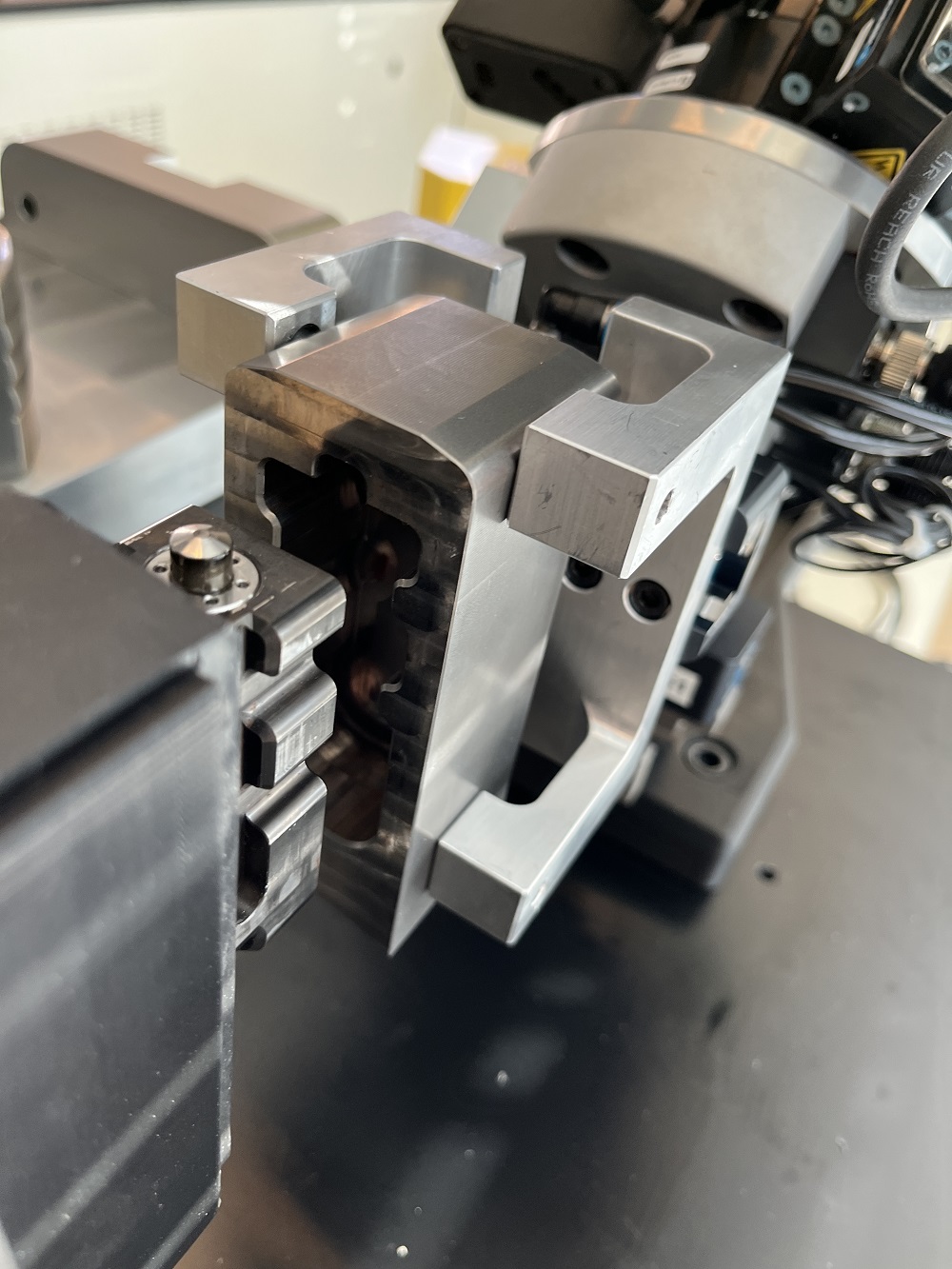
Hainbuch showcased a solution for automated jaw change-over in jaw chucks. Even for large OD clamping, the clamping elements can now be changed over fully automatically for different workpiece diameters – the integrated query sensor system ensures that this is carried out reliably. The result?Even with frequently changing workpiece variants in small series or single part production, the entire set-up process can be mapped completely unmanned – reliably, reproducibly and economically.
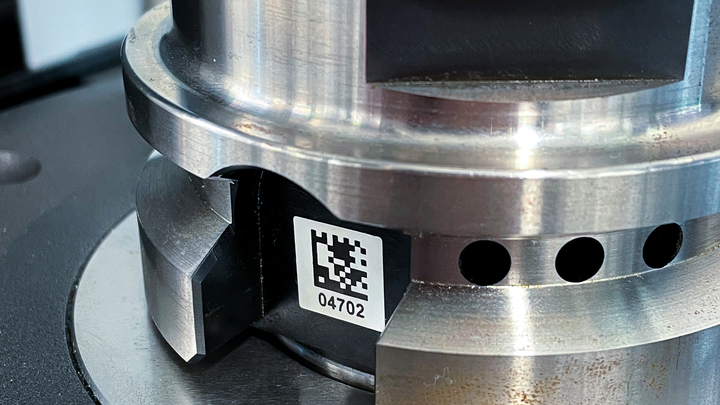
To ensure quality in automated processes, IQ clamping devices with integrated measuring intelligence can be integrated either directly into the process or as a downstream measuring station ‘post-process’. The TOPlus IQ chuck for OD clamping or the MAXXOS IQ mandrel for ID clamping continuously measure the workpiece diameter, workpiece position and clamping force.
Measurement data is transmitted directly to the machine controller and analysed via non-contact data and energy transmission. The control system then performs a setpoint adjustment. In the event ofany deviations, a message is issued or a correction is initiated immediately. This capability reduces scrap and ensures a constant level.
Hainbuch also presentednew clamping devices designed to maximise flexibility. Thanks to its rotationally symmetrical design, the reduced interference contour and the exchangeable flange, it is particularly flexible to use. The Torok enables sensitive manual clamping, ensures reliable workpiece stabilisation through axial tension against the end-stop and can be quickly changedover to ID or jaw clamping.
More information www.hainbuch.com