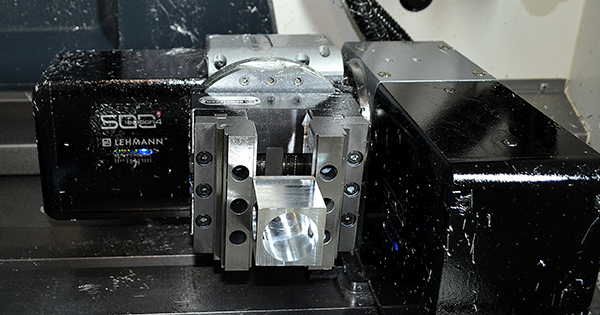
In modern machining centres, inductive sensors are the components of choice for monitoring the motor spindle clamping process. Integrated into the spindle, they must be exceptionally small and offer high repeatability to ensure smooth tool changing at all times.
Baumer offers a portfolio of miniature sensors for the intelligent design of effective spindle solutions. Products can either involve a classic concept with three switching sensors, or a smart design with one measurement sensor.
Tool change in fully automated machining centres, from removal until insertion of the new tool in the spindle, takes less than a second. To achieve maximum system effectiveness, this process must function with ultimate reliability. The error-free functioning of the smallest inductive sensors plays a major role in ensuring this attribute. For the machine to function error-free, the control requires the following key information regarding the status of the collet chuck: open and no tool clasped; closed and no tool clasped; or closed and tool clasped. The answer to this challenge are inductive sensors.
In drive and clamping solutions, the sensor technology integrates into the motor spindle. Given the confined space, sensors must be as small as possible, yet very powerful. One example is the IFRM 03 inductive proximity sensor, which has a diameter of only 3 mm. This product is available in various lengths starting at a mere 12 mm. Yet its miniature housing contains the complete evaluation electronics that are responsible for high repeatability switching points, as well as precise analogue measurement values. In addition, these industrial-grade sensors are robust, EMC-stable and comply with protection class IP67. The sensors remain unaffected by the heat, oil and vibrations that normally occur in machine tools.
For further information
www.baumer.com