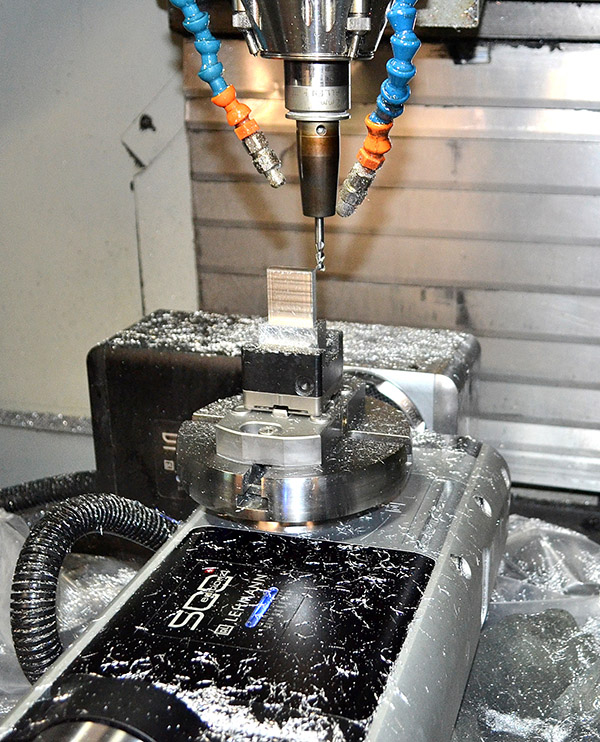
Wiltshire-based Rotron Power, a specialist designer and manufacturer of rotary engines, has purchased a Lehmann T1-510520 CNC rotary table to support its machining activities.
“As we need to efficiently machine parts with demanding levels of precision, we have invested in a range of machine tools from XYZ,” explains production manager Sam Bellefontaine.
“When the need arose to purchase a rotary table, we were happy to take advice from XYZ’s technical staff and invest in a Lehmann unit. The machining flexibility and speed that our new rotary table delivers is now proving invaluable.”
Given the complex nature of many of its parts, Rotron Power would need to perform two or three separate machining operations prior to installing the rotary table.
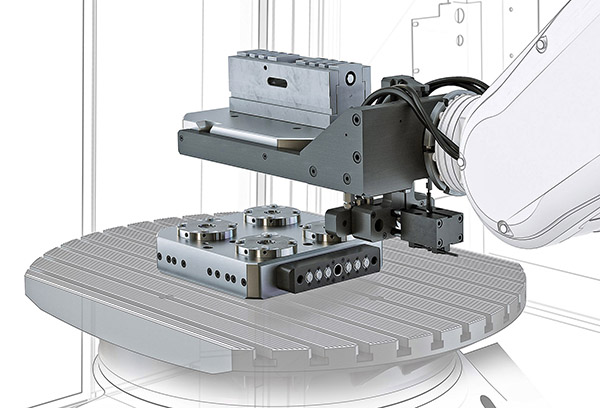
“Now, thanks to the ‘all-round’ machining capability delivered by our Lehmann solution we can complete the same machining work in a single hit,” says Bellefontaine. “In addition, we no longer have problems related to the accurate relocation of workpieces for secondary machining operations. These factors have helped us to maintain our high precision standards and slash the machining time of many components.”
The relatively small footprint of the Lehmann rotary table means that, when mounted inside the XYZ machine, it occupies a minimum area of its bed.
“As well as leaving room for the fitting of additional work holding on the bed, the compact size of the rotary table means that – even when it’s not required – we can leave it inside the machine while other milling and drilling work takes place,” says Bellefontaine. “Also, when we are not using it, the rotary table’s low profile helps to increase the available working volume of the machine.”
For further information
www.lehmann-rotary-tables.com