At South Korean aerospace component manufacturer, Hana ITM Co, an Erowa Robot Dynamic 150L is helping the company to increase its global competitiveness by reducing non-conformities by 30%, while also keeping employee numbers under tight control.
Originally, the company focused on honeycomb seals and shrouds for gas turbines, but then it developed a new process for the production of low-pressure turbine nozzles based on a five-axis CBN creep-feed grinding process.
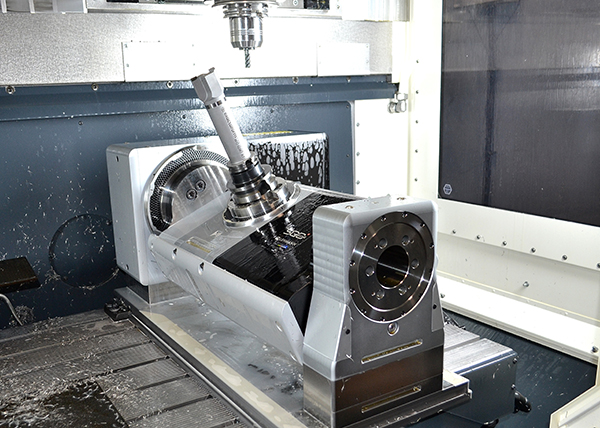
CEO Steve Yoon says: “Of course, there are countless ways of machining turbine nozzles, but the machining technology of five-axis CBN creep-feed grinding provided the break-through for the efficient grinding of the radial grooves on turbine nozzles. It was also a very crucial step that the machine producer Doosan modified its DNM350 5ax with special grinding equipment for us. This machine tool is really a milling machine, but we use it for creep-feed grinding.”
Today, an automated production cell that consists of 10 of the modified Doosan DNM350 5ax machines is supported by an Erowa Robot Dynamic 150L.
“The whole cell is 25 m long and the Erowa robot serves five machines on each side,” explains Yoon. “Added to this, there are two loading stations, and after machining the parts are washed and checked on a CMM. This set-up has proved extremely successful. We were able to reduce personnel expenditure by 75%, while reducing non-conformities by 30%; and this with a simultaneous increase in production agility. I can say that we have achieved our objective.”
Hana ITM has further plans for automation in the near future.
“At present, we are very hopeful of being awarded a new contract, and that could very well be the next project for Erowa,” concludes Yoon.
For further information
www.remsystems.co.uk