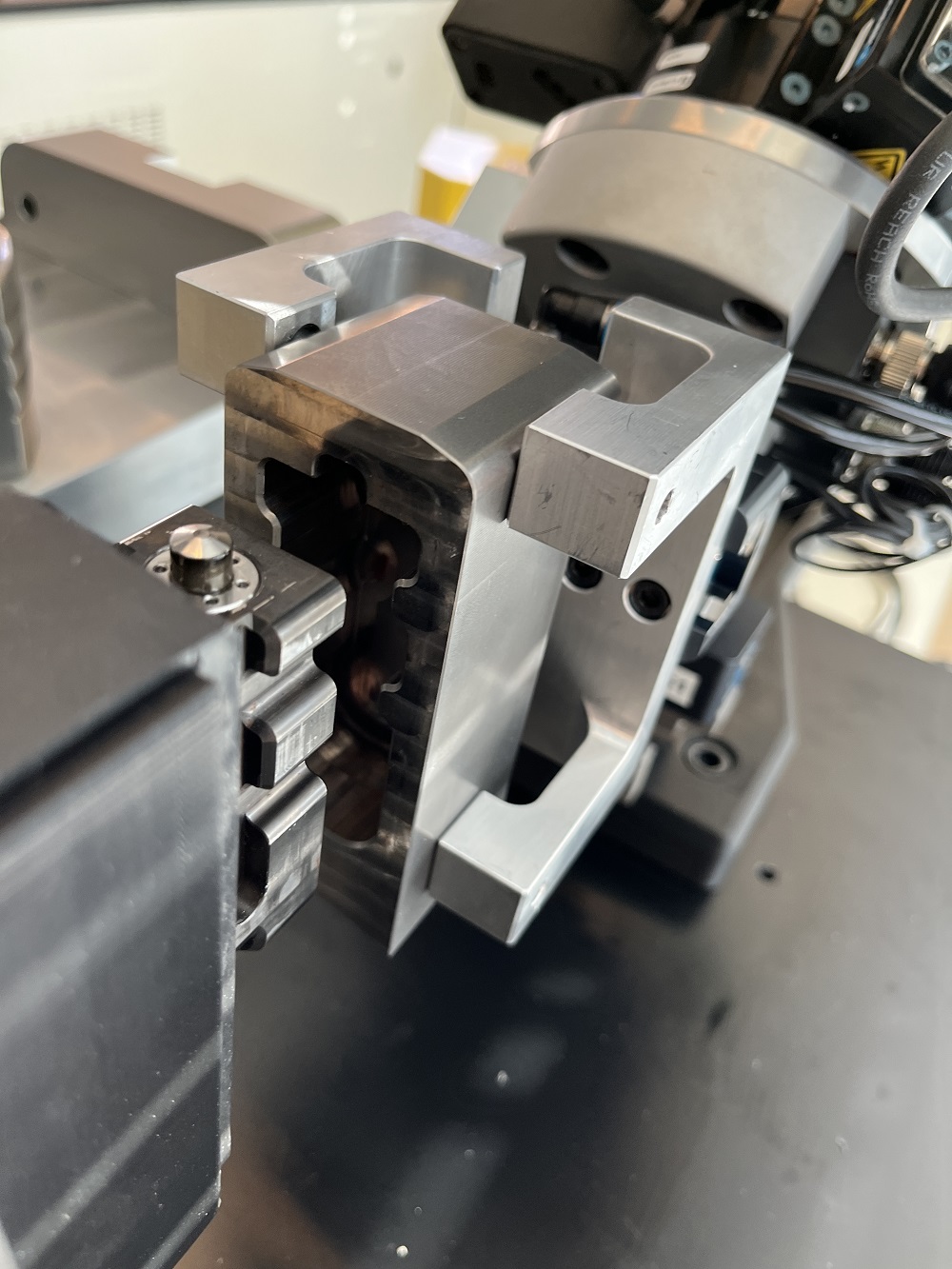
Roemheld has developed a hydraulic compact clamp with a horizontal stroke that enables direct clamping in confined pockets, grooves and recesses. The new element addresses applications where conventional clamping solutions require additional machining features or complex set ups.
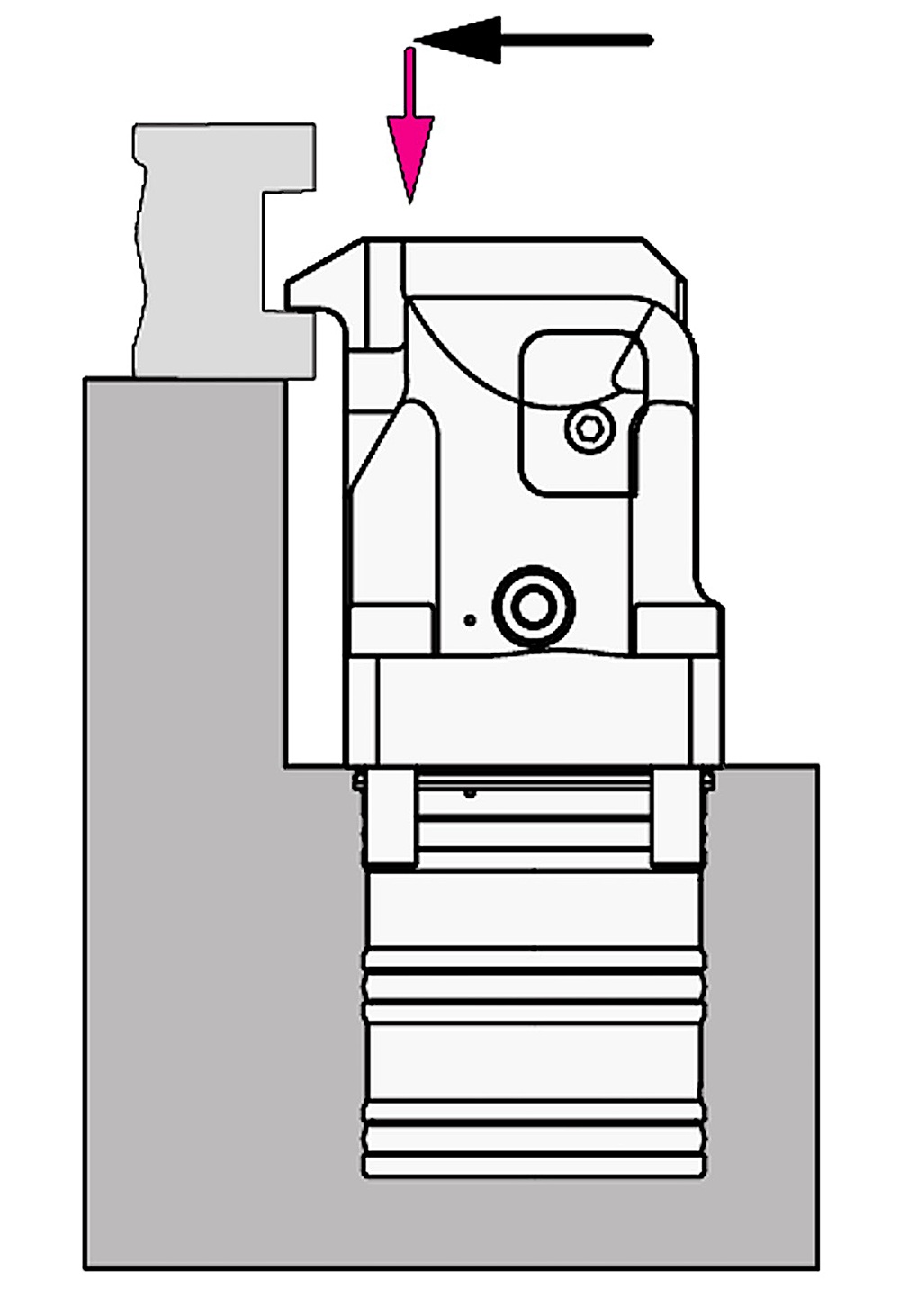
Notably, the clamp operates using patented kinematics. The clamping lever first moves horizontally towards the workpiece and then applies vertical clamping force. This motion sequence allows precise positioning within restricted spaces while maintaining repeat accuracy.
Manufacturers previously added temporary clamping points to components for similar tasks, removing them in later operations. The new compact clamp eliminates that additional effort and reduces process time.
Roemheld designed the element for castings, dies, moulds and fixtures that require clamping in narrow features. It supports multi-sided machining of aluminium and grey cast iron components.
The clamp is available in a plug-in version that simplifies installation. Users can select a standard clamping lever or a blank for custom adaptation to specific geometries. A quick-fix mechanism enables fast changeover between applications.
The double-acting hydraulic element delivers 6.5 kN clamping force at up to 220 bar, with an 8 mm horizontal stroke and 4 mm vertical clamping stroke. Clamping can occur at any point along the vertical stroke, supporting components with dimensional variation.
Roemheld offers the clamp with or without position monitoring, including variants with pneumatic clamping or unclamping control for automated environments.
“With this clamping element, we’re solving a problem that many manufacturing companies face,” says Volker Schlautmann, head of value stream at Roemheld.
More information www.roemheld.com