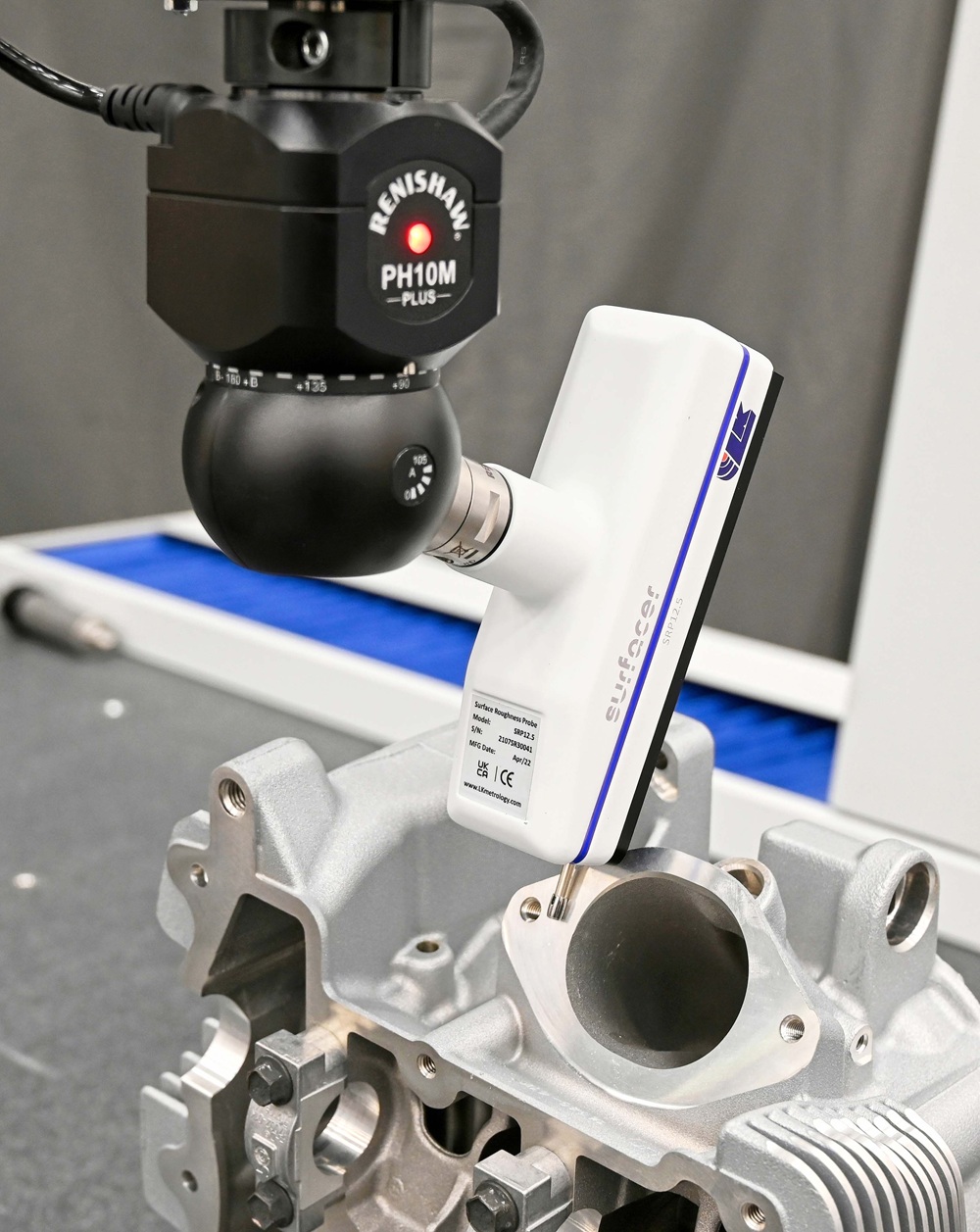
CMM manufacturer LK Metrology, which has its manufacturing facility is in Derbyshire, UK, has introduced the Surfacer SRP. This plug-and-play probe has a resolution of 1 µm for analysing the roughness of the surface of a component as part of a CNC measuring cycle on any CMM, provided it has an industry-standard probe head.
The sensor eliminates the need for secondary surface roughness inspection, either manually using a handheld instrument or automatically at a separate metrology station. Manufacturers are able to conduct comprehensive inspection on a component in a single set up in a CMM environment, resulting in significant savings in time and cost. Engineered for ease of use and versatility, the equipment comes with its own downloadable application software, facilitating integration and eliminating the need for third-party software.
Easy swapping between touch probes, tactile scanning probes, non-contact laser scanners and the roughness probe gives users extended multi-sensor capability. The Surfacer SRP mounting is compatible with change racks, including the new versions introduced recently by LK, enabling automated sensor changing and enhanced operational efficiency.
At the heart of the roughness probe lies a special body that accommodates three interchangeable, skidded, stainless-steel probe modules. One evaluates flat, conical and cylindrical surfaces, another measures concave, convex and spherical surfaces, and a third is for inspecting grooves more than 3 mm wide by less than 10 mm deep, or steps of similar height.
The CMM positions a stylus so that it contacts the part, after which the machine axes remain stationary while the probe moves the stylus across the surface under investigation. Wireless communication with the CMM computer via a Bluetooth 4.0 adapter provides data transfer for analysis, simplifying installation.
More information www.lkmetrology.com