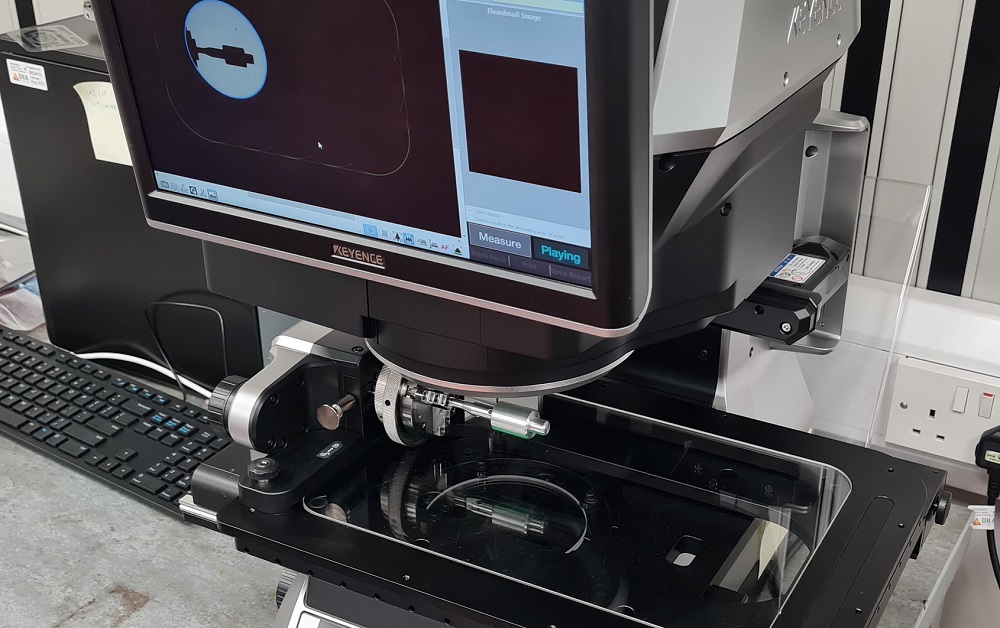
Ford Aerospace, a global specialist in pressed and high-precision machined parts for a multitude of industries, is leveraging the benefits of a new Keyence IM-8000 instant measuring system.The speed of the IM-8000 is already generating significant savings in inspection time, while simultaneously extending the company’s measurement function to machine operators thanks to inherent system simplicity.
“Our investment decision was based mainly on capacity,” explains Nathan McCully, the company’s quality, health, safety and environmental manager. “We wanted an inspection system that would allow us to increase our speed of measurement for simpler components, while at the same time providing more measurement accessibility to the shop floor. We were using a video inspection system previously but it was cumbersome, slow and complex to program.”
On a day-to-day basis, Ford Aerospace manufactures pressed and machined parts in accordance with the specific requirements of its customers. Although many components are complex in nature, a proportion are very simple. It was here that the company spotted an opportunity to make gains.
“Although the IM-8000 has 3D capability, it was the potential to quickly measure 2D shapes, such as shims, washers and other pressed parts that really stood out,” says McCully. “For components like this we typically perform sample inspection in quantities of 50-100. We would previously have to measure them individually and record the dimensions. However, with the IM-8000 we can measure all the parts simultaneously in seconds simply by pressing one button.”
The IM-8000 can perform measurement on up to 300 part features in a matter of seconds. With its simple place-and-press operation there is no time-consuming positioning or datum set-up required, while the machine automatically identifies measurement points to ensure consistency and repeatability.
For further information www.keyence.co.uk