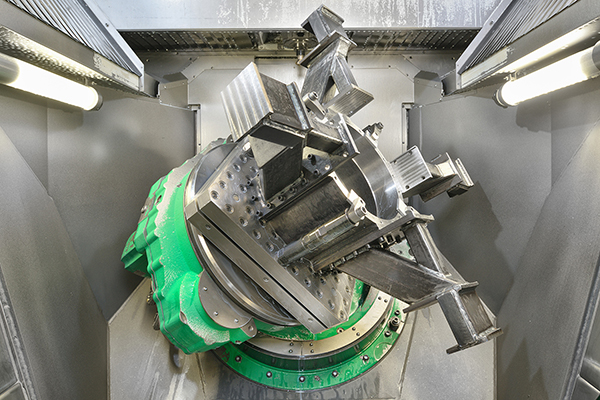
GM CNC is introducing the UK market to the latest innovation from Victor, the new-generation Vcenter NH5000 four-axis horizontal machining centre. Suitable for machining large parts up to 800mm in diameter by 1m high, Victor designed the 13,000 kg HMC for dynamic cutting with high rigidity and performance.
Notably, Victor redesigned the column to locate the support closer to the cutting head. Additionally, the T-shape structure with slant-style column removes weight and inertia, creating a machining head that is faster, more nimble and more responsive than previous machines. This design also facilitates faster tool and pallet changeovers, demonstrated by a tool change of 3 seconds and a pallet change time of 6.5 seconds.
From a specification perspective, the Vcenter NH5000 offers X, Y and Z-axis travel of 800 x 700 by 800mm, with rapid feed rates of 48m/min in all axes. Machine stability receives a further boost with 45mm diameter ballscrews in all axes and 55/45/45mm roller-type linear motion guideways. Likewise, the direct drive 12,000rpm/18kW spindle demonstrates rigidity with its BBT-40 Big-Plus face andtaperdual-contact spindle system that extends tool life by minimising vibration. The spindle taper connects to a chain-type tool magazine that offers 40 tool positions as standard, or 60 or 90 optionally.
Further features include an automatic pallet change system,which incorporates two 500 x 500mm hydraulically driven pallets offering a chip-to-chip time of 11 seconds. The Baxis incorporates four ground cones with air blow through the cones as well as taper pins and bushes that provide rotational positioning within 1°. The machine comes as standard with a FANUC 0i-MF Plus CNC featuring 10.4-inch screen.
More information www.gm-cnc.com