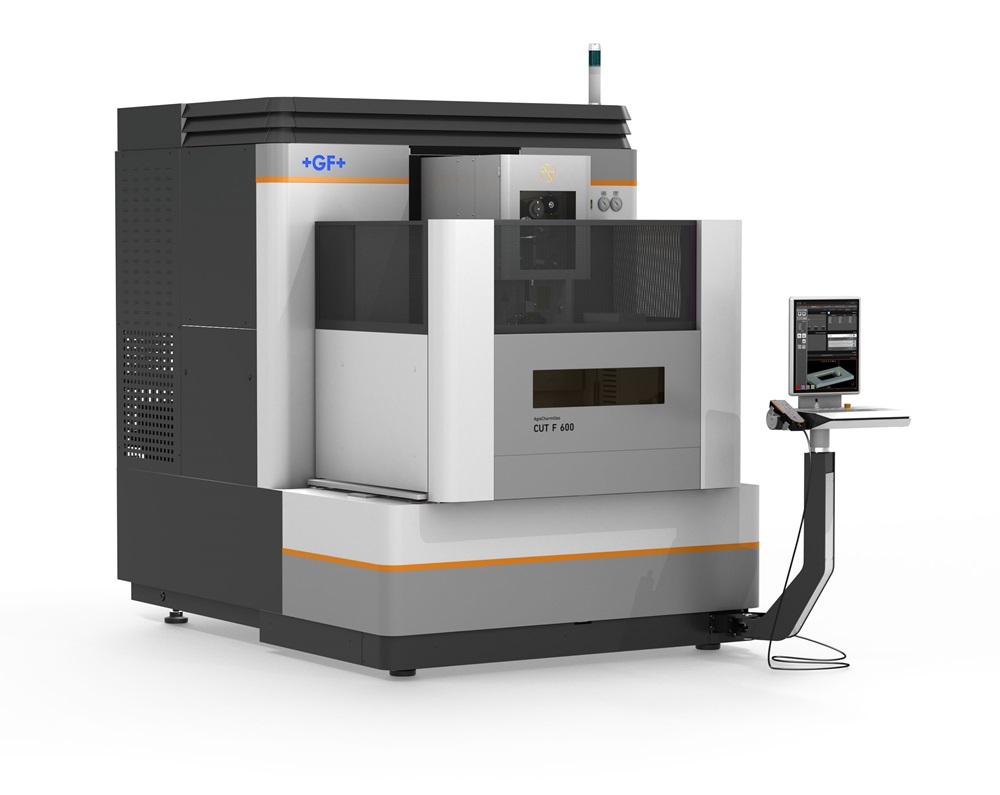
The Engineering Quest, a family-owned precision engineering firm established in the 1970s, has made a substantial investment in advanced manufacturing technology by acquiring a Sodick ALC400G wire EDM machine equipped with state-of-the-art micro-wire. The decision signifies more than a simple equipment upgrade; it exemplifies how forward-thinking manufacturers are responding to the evolving demands of high-precision industries, particularly in medical device manufacturing.
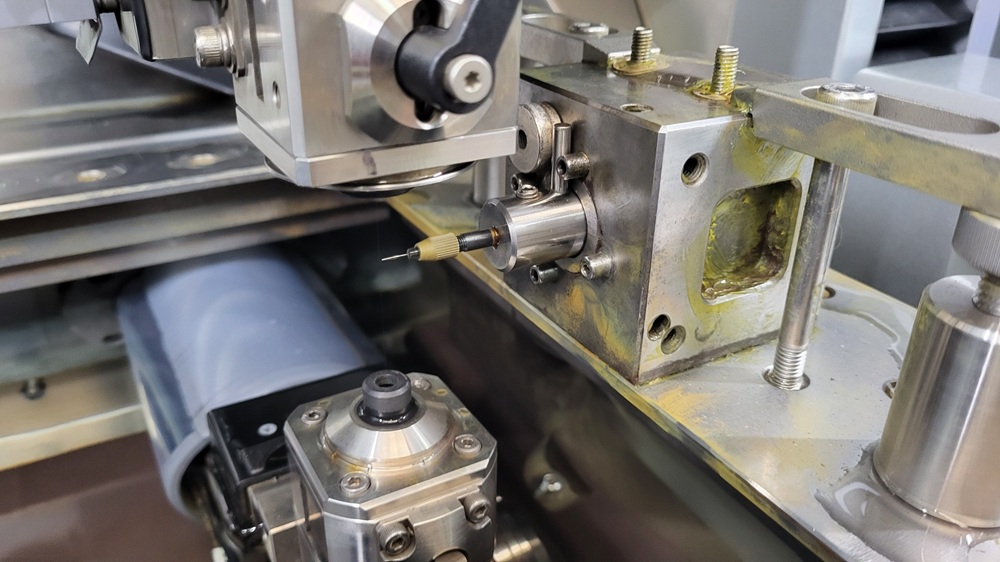
The Sodick ALC400G utilises rigid linear motor drives across the X, Y, U and V axes, combined with absolute linear scales to ensure positioning accuracy backed by Sodick’s 10-year positioning guarantee. Central to the machine’s capability is its micro-wire functionality, which accommodates wire diameters as fine as 0.03 mm. This technology proved crucial in the purchasing decision, as no other machine in its class could meet the micron tolerance demands of the company.
This ultra-fine wire capability creates incredibly small and detailed features that would be impossible to achieve through conventional machining methods. In addition, the machine is configured to utilise water-based dielectric fluid instead of oil, primarily to meet the stringent cleanliness requirements essential for surgical instruments.
The ALC400G incorporates Sodick’s Smart Pulse Wire control system, which utilises a Windows-based operating system and a 19-inch horizontal multi-touchscreen interface. The machine features Intelligent Q³vic EDW technology, an automatic programming system that can import 3D CAD files and automatically detect machinable profiles, extracting machining contours with minimal operator intervention.
“The machine has been on site at Quest producing good components for about nine months now and we’re continuing to expand our learning curve to maximise the machine’s potential,” says Will Sharpe, operations manager at The Engineering Quest. “The next step is to implement automated re-tooling and re-fixturing.”
More information https://sodi-tech.co.uk/