Founded in 2003 jointly by John Biddlecombe and Simon Kingdon-Butcher, Global Technologies Racing (GTR) is a specialist manufacturer of laminated carbon-fibre components for the UK motorsport sector, supplying most of the Formula One teams.
Over the past decade and a half, GTR has become so successful that the constantly rising demand on its machine shop in Easthampnett, West Sussex, meant it needed to expand into a second facility in nearby Bognor Regis at the beginning of 2018. Shortly after moving in, a pair of Hermle C400 machining centres was ordered from UK agent Kingsbury to boost the contract machinist’s capability for five-axis processing.

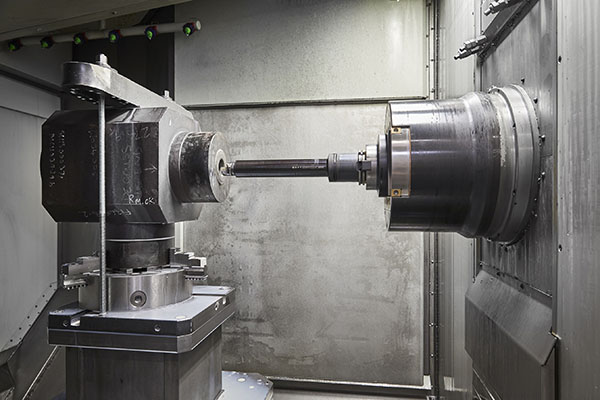
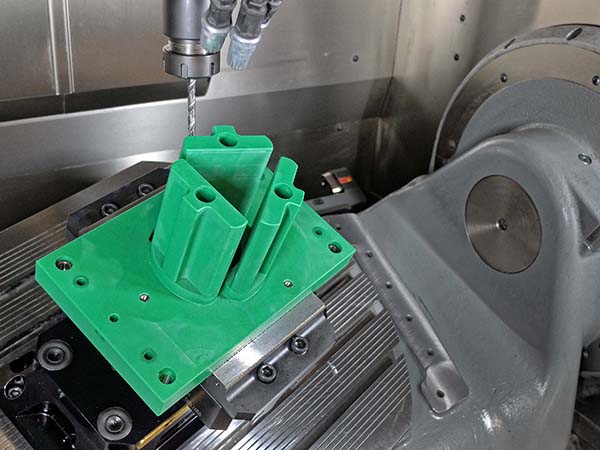
The first, with a coolant tank for ‘wet’ machining and an additional 50-pocket tool magazine to supplement the standard 38 cutters, was delivered in mid-2018. This machine was followed in February 2019 by a second model equipped with dust extraction for the ‘dry’ machining of composite materials without coolant. Both machines have a trunnion-mounted table that provides the fourth and fifth
CNC axes.
Kingdon-Butcher says: “Wherever possible we avoid the wet cutting of carbon fibre, but some of the components produced at our Fontwell factory have aluminium or titanium inserts within their structure, depending on the customer’s specifications. In those cases we have to cut in the presence of coolant to avoid the heat that would be generated if we were to machine metals without coolant. This ensures that the structural properties of the adjacent areas of composite are not affected.”
Tolerances down to ± 0.01 mm have to be held and, while this is commonplace when machining metals, on carbon fibre parts it is challenging. GTR’s success in this area is down to its long experience working with composites, coupled with the rigidity of the Hermle machines.
For further information www.kingsburyuk.com