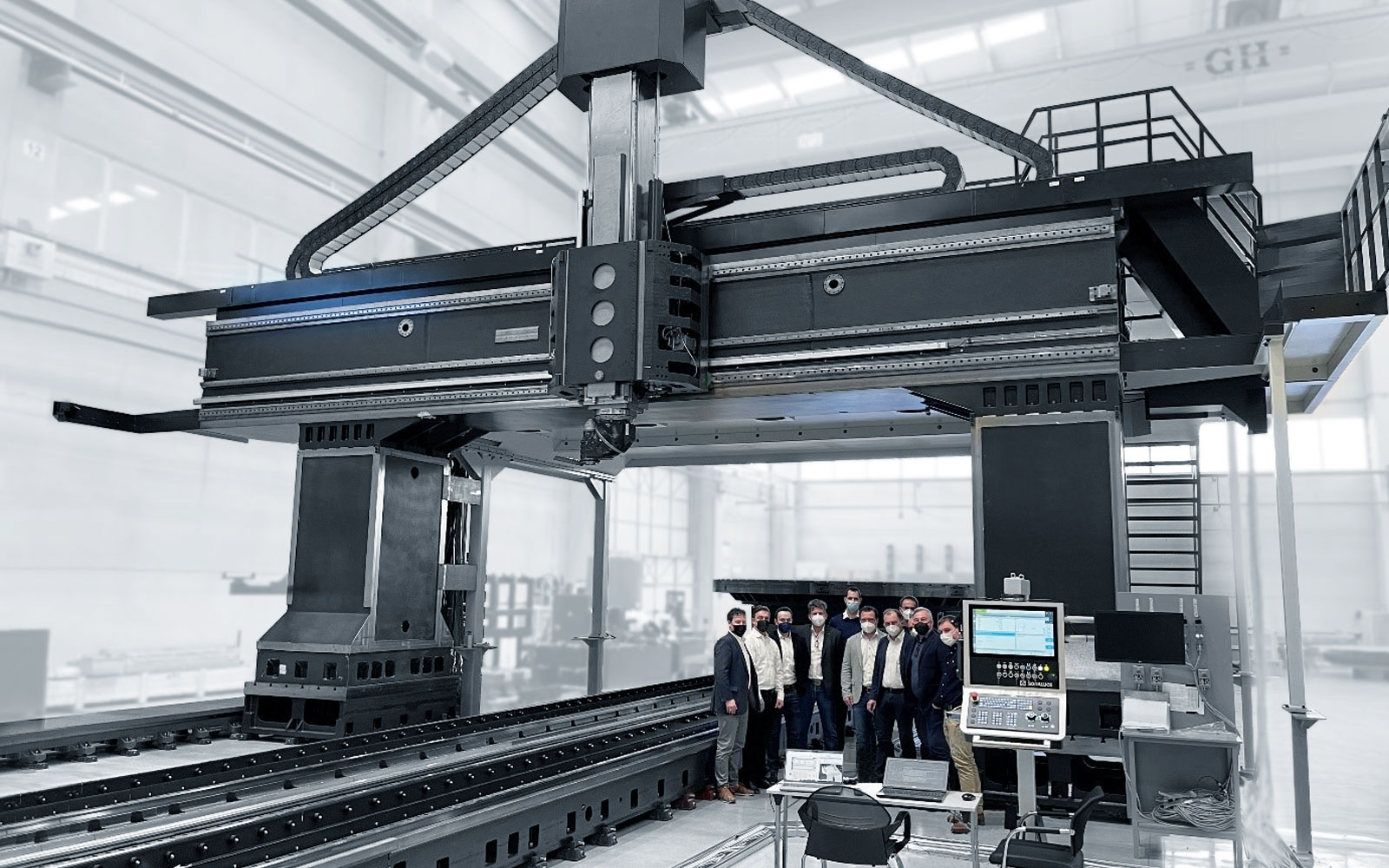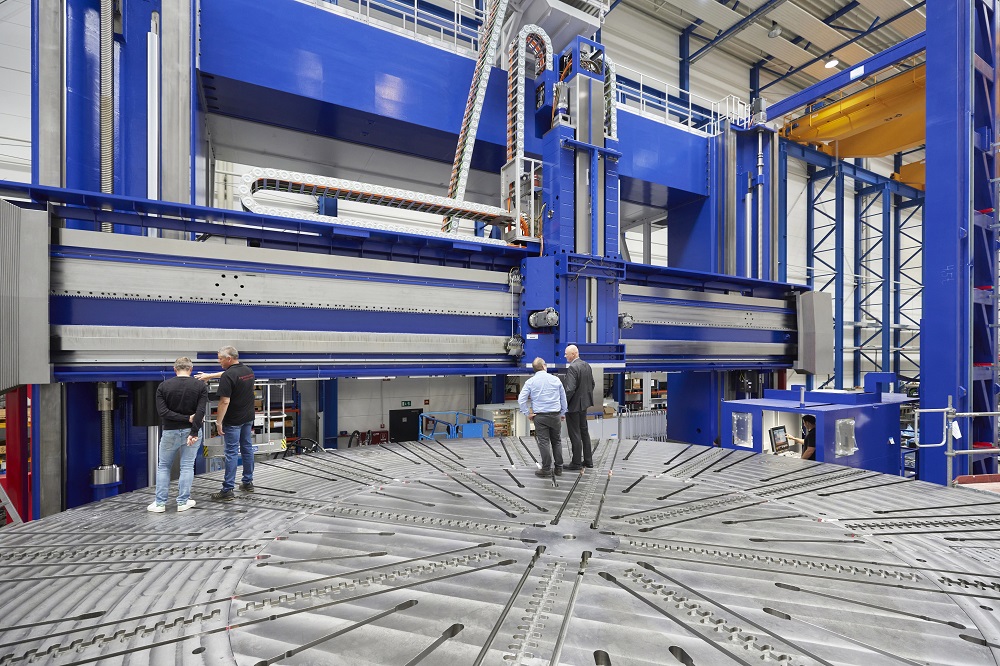
Following the successful order in June 2021 for a large titanium machining cell, which combines Dufieux and Forest-Liné technologies, Fives Machining has secured a new important contract from the same customer, XIAN, a company of AVIC Group, the Chinese state-owned aircraft manufacturer. The project includes the design and supply of a Forest-Liné Aeromill machining centre (for cutting aluminium) with XXL dimensions, the largest of its type ever built with an X axis of 22 m.
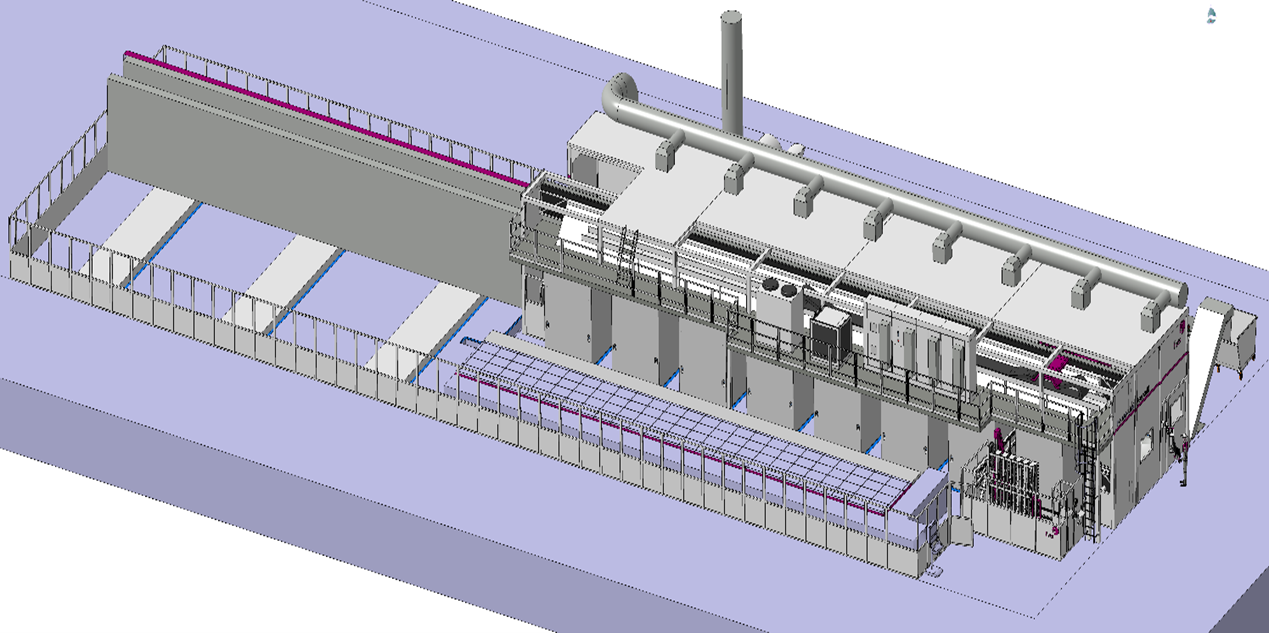
The cell, which consists of a horizontal spindle machine, two pallets, a shuttle and a loading/unloading station, will be dedicated to the civil aerospace subcontracting market for the Boeing 737 and Airbus A320 series, and for the production of parts for Chinese domestic civil aircraft models. With high-dynamic characteristics, high efficiency and flexibility, it will adapt to the complex machining requirements of large-size aluminium plates.
It also confirms the overall digitalisation tendency in both machine design and manufacturing, with “proven new technologies” such as in-line probing cycles, for increased performance.
In this important project, the customer spent five years for research, discussion, commutation and preparation with all possibilities before choosing Fives again. The project is a new milestone for Fives and its machine tool business in China, underlining the company’s strong position in the aerospace industry. The machine is scheduled for shipping to China in the second half of 2024, with reassembly carried out by the local Fives Machining team.
For further information www.fivesgroup.com