Combined friction stir welding and machining processes, scalable manufacturing for micro-technology and high-productivity twin-spindle machining – are just three of the new product innovations by the Chiron Group that are now available in the UK from the Engineering Technology Group (ETG).
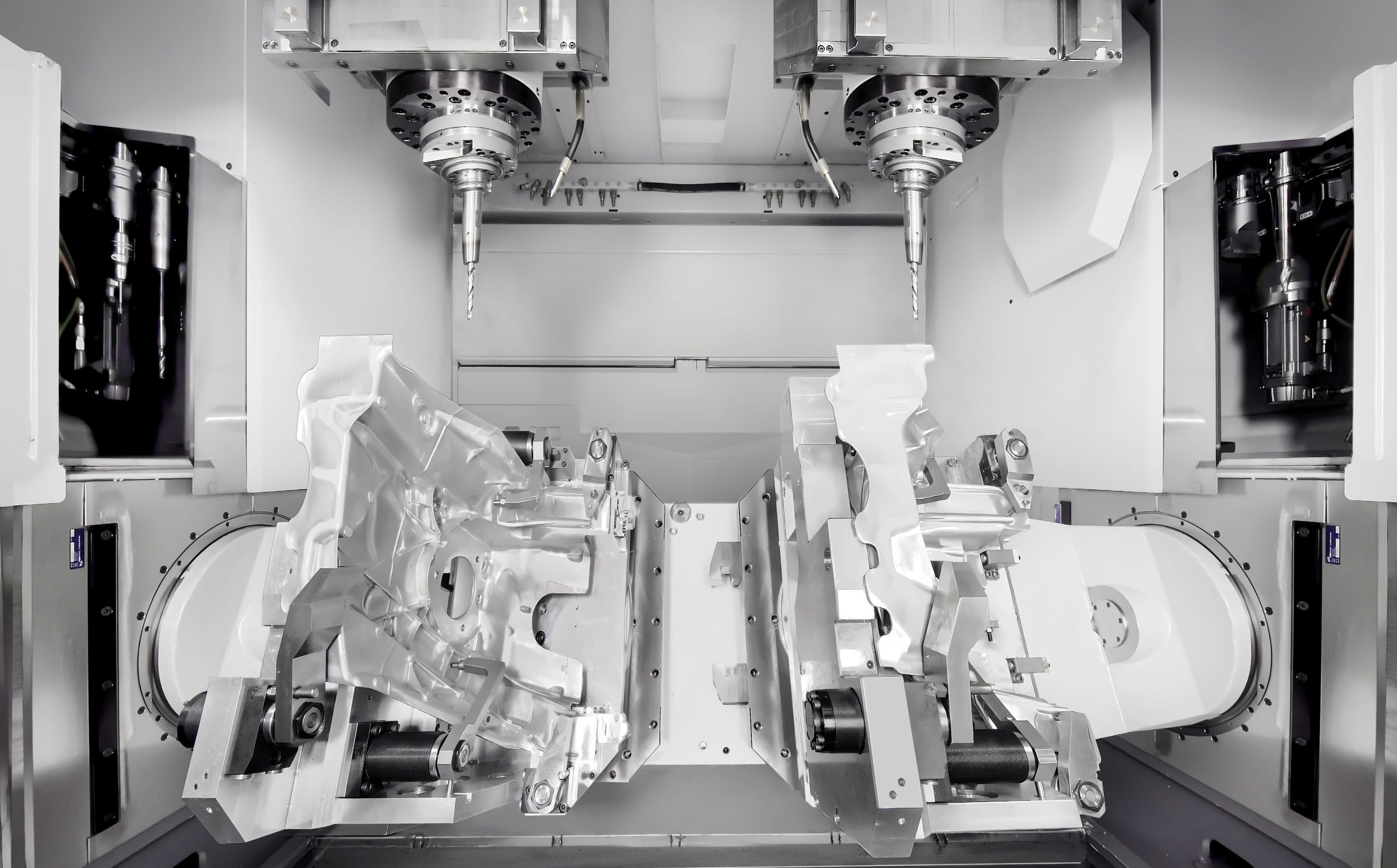
High dynamics and stability, plus a large working chamber with a twin-spindle concept and a spindle distance up to 1200 mm – this is the 22, 25 and 28 series from Chiron. Offered by ETG, Chiron says that the new machines are primed to set a new benchmark in terms of productivity and precision in this size range – and they are demonstrably doing so already. As an example, a DZ 25P that has been in use for two years in manufacturing structural components for the automotive industry. All in all, this turnkey solution has provided “a stable and high-precision process with greatly increased output in comparison to the previous system”, according to the customer.
In addition to double-spindle applications such as battery and e-motor housing manufacture, these new series are fully capable of massive machining applications starting with solid blocks. The extremely stable portal design forms the basis for high precision while the well-thought-out working area and user ergonomics enable flexible integration of a wide range of automation solutions for production process reliability.
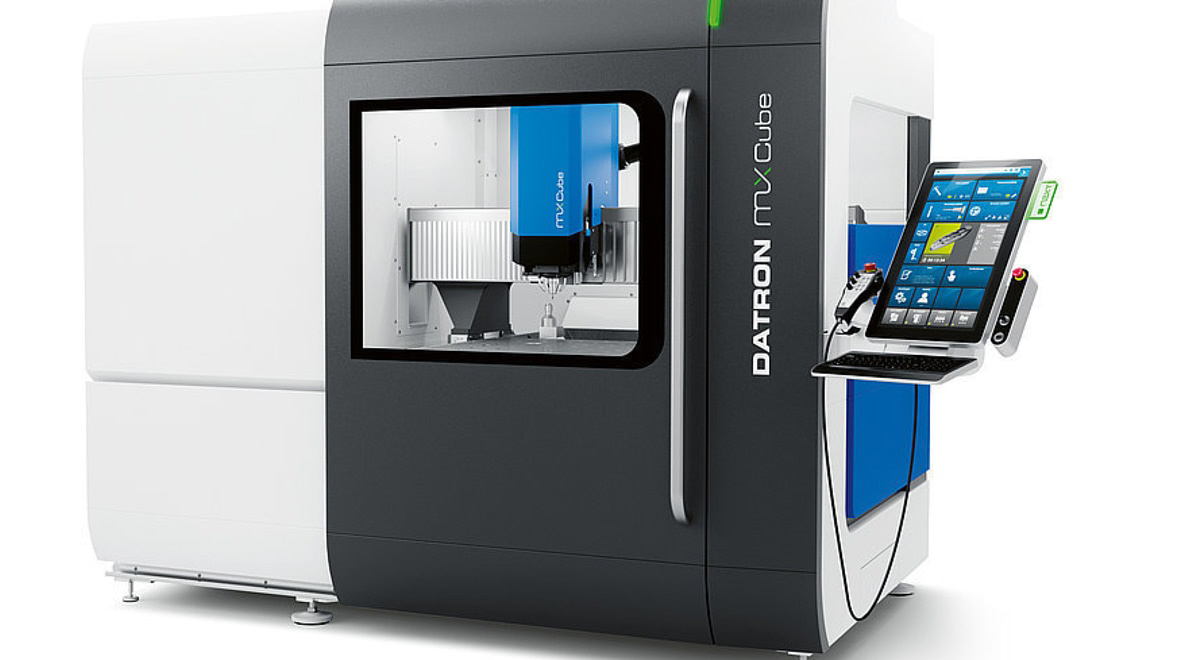
In another development, the Chiron Group and ETG are now offering a manufacturing system for the micro-technology sector that provides high-precision automated machining of workpieces with maximum dimensions of 50 x 50 x 50 mm.
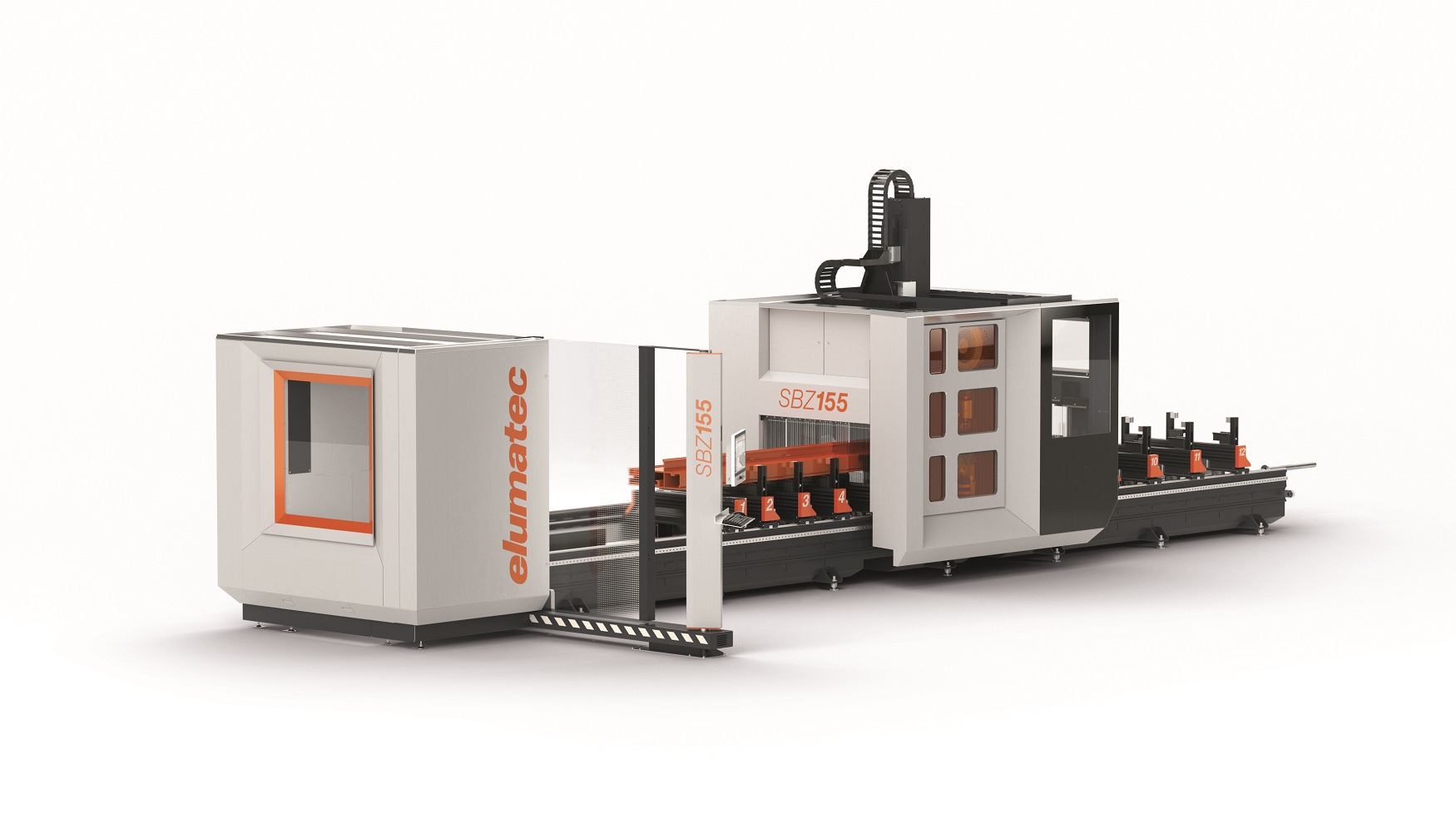
Finally, by combining FSW and machining, Chiron is developing a forward-thinking innovation. The first projects are already underway at a technology partner company, resulting in the first turnkey machining centres such as the MILL 2000.
For further information www.engtechgroup.com