Heimatec, the trusted partner of UK work-holding specialist Hyfore, has expanded its product range of combi multiple turning holders. The precision tool manufacturer now offers a selection of holders with internal coolant and wedge-clamping features in various sizes for a variety of machine brands, with the range undergoing continuous expansion to include other machine manufacturers. All are available in the UK from Hyfore.
The internal coolant allows for a continual, optimal supply of cooling lubricant that directly targets the cutting edge of the tool. It removes any chips generated by the machining process quickly and easily, avoiding problems caused by chips collecting in the machine. As with other Heimatec holders, the combi multiple turning holder is also suitable for machining operations that use an external coolant supply, or those which require a combination of internal and external lubricant.
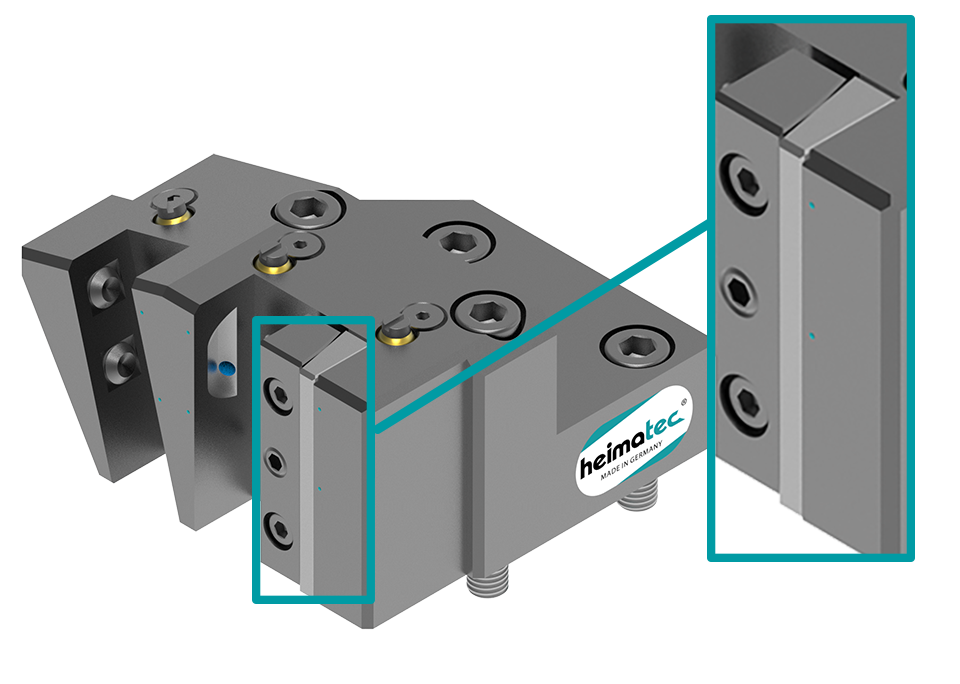
Notably, Heimatec also refined and adapted the clamping feature on the new turning tool-holder models during the development process. The new range of combi multiple turning holders utilises an optimised wedge-style clamping approach, which replaces the selective hexagonal screws seen on previous models with clamps that grip the turning tool over its entire surface. According to Hyfore, the result is a quick and easy assembly and disassembly process when changing the turning tool.
Hexagonal screw clamping tool holders are still available to order as an accessory from Hyfore.
For further information www.hyfore.com