Mills CNC will showcase a DN Solutions SMX 2100SB large bore multi-tasking turn-mill centre at Seco Tools’ ‘Aerospace & Medical Inspiration through Innovation’ event taking place at the company’s facility in Alcester on 16-17 October.
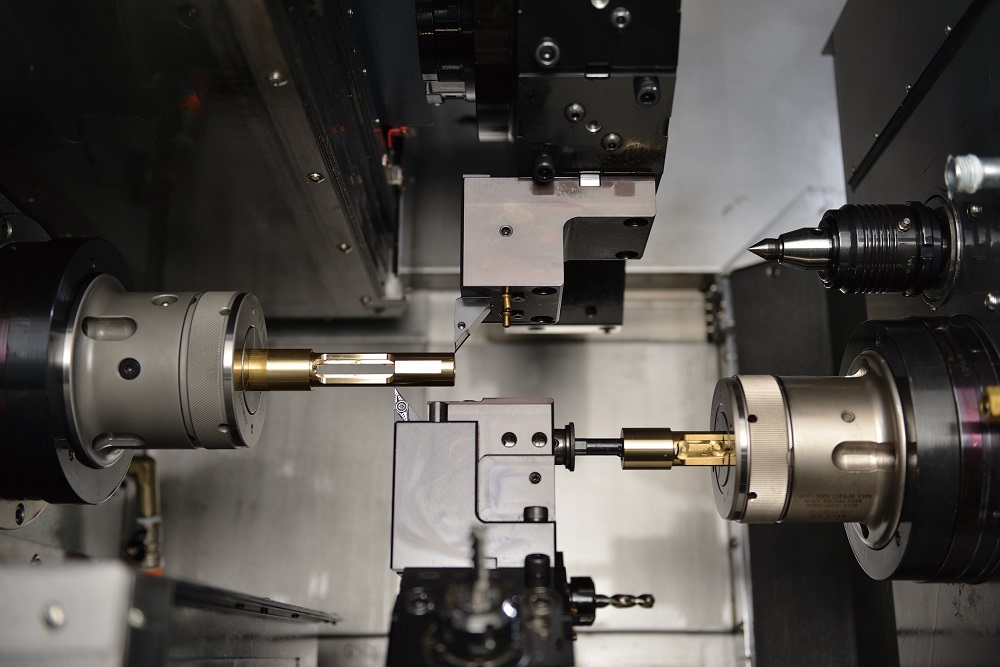
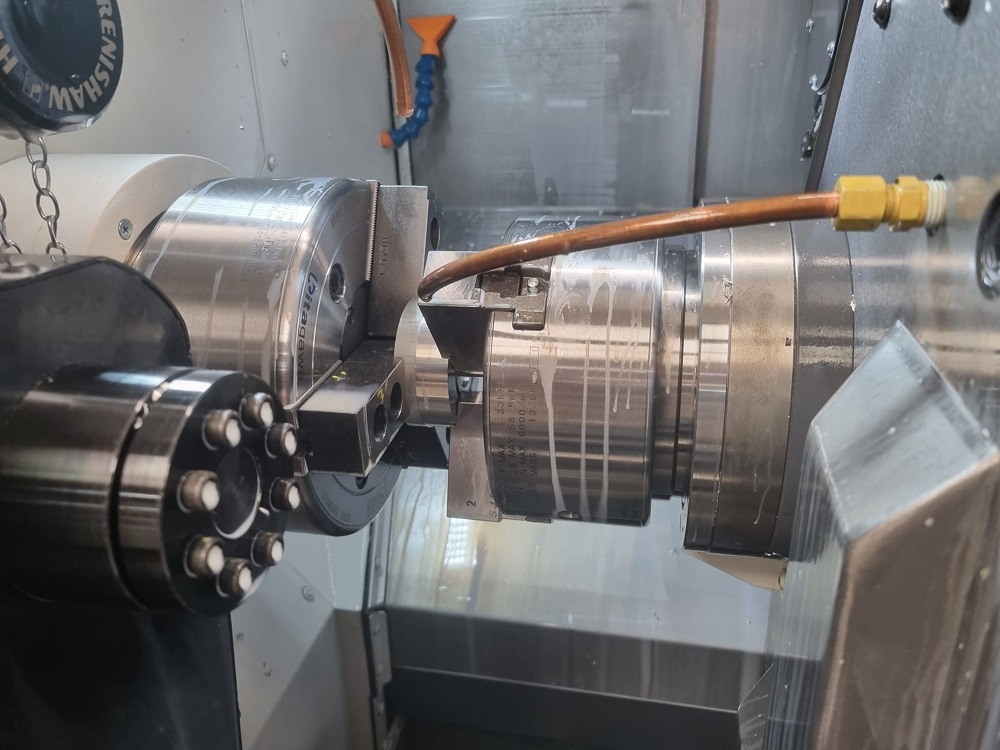
The FANUC-controlled machine, equipped with opposing 22kW/5000rpm spindles, a 12,000rpm B-axis milling head, a 40-tool position ATC, a 12/24 position turret with driven tooling capabilities (5000rpm) and integrated thermal compensation, processes complex, high-precision parts in a single set-up.
Mills selected the SMX 2100SB to appear at Seco’s Inspiration through Innovation event to demonstrate the machine’s inherent flexibility, productivity and efficiency in producing medical parts.Following its selection, pre-sales engineers from Mills CNC, working closely with partners from Seco Tools (cutting tools), Hainbuch (work holding) and Open Mind (CADCAM software), began to design and develop a secure, repeatable process to machine a small, high-precision medical implant part in small volumes over the two-day event.
The part selected for the live machining demonstration is a shoulder implant stem made from a solid titanium bar/billet with individual part dimensions of 74mm in length and 50mm diameter. In total, the part cycle time is 45 minutes, including all front- and back-end machining operations. As well as parting-off, other operations include roughing and finishing (front and back-end), OD profiling, slotting, face and side milling, three-axis turning, five-axis simultaneous milling, drilling, and countersinking.
For the Seco event, a number of 600mm length titanium bars will be available which, using a bar puller, will enable continuous production.Mills CNC pre-sales engineers will be available to explain the machining process.
More information www.millscnc.co.uk