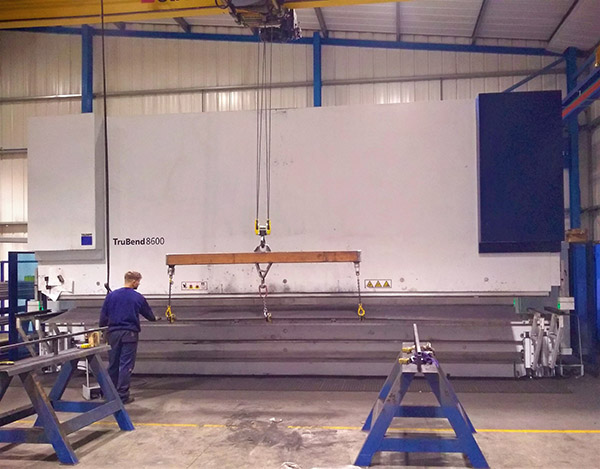
A prominent manufacturer of tipper bodies, the Thompsons Group, has taken delivery of a Trumpf TruBend 8600-80 press brake at its Blackburn facility. The machine, which is the largest Trumpf bending machine in the UK, is being used to form tipper side panels from 4 mm thick Hardox.

“Due to order volumes rising there is a constant need to keep pace with production and invest in our future,” explains director Neil Griffin. “We recently installed a robotic welding cell, which shifted the bottleneck to bending. In addition, even though our existing press brake offers a capacity of 400 tonnes, we needed more to help us process 4 mm thick Hardox, which is a tough, wear-resistant steel with a hardness of 450 HB.”
Three potential bending machine suppliers were scrutinised, but it was Trumpf that impressed the most. The TruBend 8600-80 offers a large open height, throat depth and 600 tonne press force. Trumpf customised the machine with an additional 8 m bending length option.
“After profiling, the side panels of the tipper bodies each require up to 12 bends, which is where the tonnage of the TruBend 8600-80 really comes into its own,” says Griffin. “Having capability of this type in-house is a real market advantage as we don’t have to rely on subcontractors, and thus avoid all the associated costs and lead-time issues that strategy brings. Moreover, all Thompsons’ tipper bodies are manufactured specifically for each customer.”
Around 25 Hardox tipper bodies are produced at Thompsons on a weekly basis, which means 50 sides to bend, plus floors and tailgates. The TruBend 8600-80 is currently working a single day shift, but a night shift may soon be required to keep up with demand.
For further information www.uk.trumpf.com