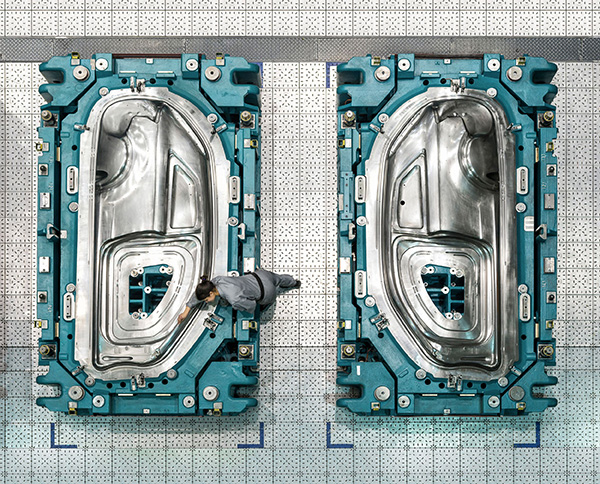
The need for Krenhof AG, an Austrian forgings manufacturer, to produce an increasing number of modular dies for the automotive industry has led to the purchase of two Alzmetall mill-turn centres equipped with Heidenhain TNC 640 controls. They are the first first-axis machining centres in the Köflach factory and were purchased along with a new CAM system.

Franz Krammer, toolmaking manager at Krenhof, says: “Customers in the automotive industry want the 10,000th forging to look exactly like the first, so quality as well as price is increasingly important. One factor helping us to maintain high standards is our use of modular carriers with replaceable die inserts, enabling optimum tools to be used in our forging process to guarantee precision. The universality of the Heidenhain TNC 640 CNC system is also important in achieving top quality standards, as it controls both milling and turning operations on the machining centres.
“Dynamic, precise motion control provided by the TNC 640 CNC exploits the potential of the machine to the full,” he continues. “The control is also convenient to use. Downloading the NC program from the CAM system, for example, is quick and easy via Heidenhain’s TNCremo Windows-based communication software.”
The TNC 640 simplifies the structuring of sub-routines, allowing complex programs to be assembled and run. Krenhof’s young team found no difficulty programming on the shop floor in Heidenhain’s Klartext conversational language. The operators are particularly keen on the availability of numerous canned cycles, such as those for drilling, which are simply and quickly parameterised.
For further information www.heidenhain.co.uk